






单面焊双面成型技术要点
在有些焊接结构中,不能采用双面焊接,只能从焊缝一面进行焊接, 又要求完全焊透,这种熔透焊道焊接法就是单面焊双面成形技术。然而单面焊双面成型技术是焊条电弧焊难度较大的一种操作技巧,只有熟练掌握这项技巧才能确保焊缝的内外质量都合格。
单面焊双面成型技术要点
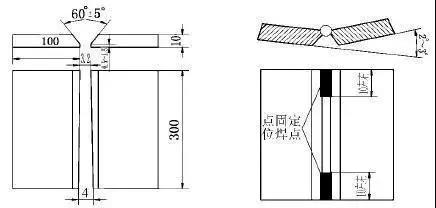
一般坡口为60°V型坡口,拼装间隙为3-4mm(本图为3.2mm),钝边厚度为:0.5mm-1.5mm之间,反变形。
一、观察
首先应该确保能够很好地观察到熔池,确定熔池的形状、熔孔的大小以及焊缝金属与熔渣的分离情况。熔池形状一般应该保持为椭圆形(圆形的温度过高容易造成焊瘤和焊穿),熔孔大小以电弧融化母材两侧钝边且深入为0.5-1.0mm如下图2所示。熔孔过大容易造成背部焊缝过高或者焊瘤的产生,熔孔过小则会使焊缝出现未焊透等现象。

二、听
焊接时应该注意电弧击穿钝边是发出的“噗噗”的声音,如果有这个声音的话表示钝边被击穿了,如果没有则表示钝边没有被击穿,容易造成未焊透,融合不良的现象。
三、准
焊条焊接时,铁液的送给位置和运条的间距要准确,一般的话要求每个熔池与前面熔池的重叠部分为2/3,有1/3的电弧部分在熔池前方,保持对钝边的持续击穿和加热,只有保持运条稳定,送给时机及位置准确就能够得到焊缝成形均匀平整的焊道。
第四、短
“第一短”断弧焊,要求熄弧与引弧之间的时间间隔短,每次重新引弧是应该在熔池半凝固状态下(护目镜状态下熔池呈现黄亮色),这样能够避免夹渣气孔以及背部焊缝过高以及焊瘤、烧穿缺陷的产生;
第二是指焊接弧长要短(即短弧焊接),所谓的长弧与短弧的区别为当电弧长度大于焊条直径时称为长弧,小于焊条直径时称为短弧。这样能够有效保护焊缝熔池,同时减少焊接飞溅等问题的产生。
第五、控
1)控制铁液和熔渣的流动方向。
控制铁液在电弧吹力的作用下向后方流动,能够更好地使铁液和熔渣的分离,避免夹渣和气孔的产生。
2)控制熔池的温度和熔孔的大小。
应控制熔池的形状,保证熔池椭圆形,并保持熔池的大小不能太大,防止熔池下塌。一般控制熔孔的大小为比间隙大1-2mm,并随时观察熔孔的大小,当熔孔过大时,应熄灭电弧,增加熄弧时间,降低熔池温度。
3)控制焊缝成形及焊肉的高低。
一般的,焊接速度越慢,正反面的焊肉就越高,熔敷金属添加量越多,焊肉越高,焊条位置越靠近熔池的后部,表面焊肉就越高,背面焊肉相对减少,熔孔越大,焊缝背面的焊肉越高,电弧电压越低,焊缝背面的焊肉越高,否则反之。因此应该对焊接角度,焊接速度、熔敷金属添加量等严格控制。
