






压力容器标准中有关“全焊透”的规定
栏目:行业知识
发布时间:2022-06-24
分享到:
压力容器A、B类焊缝是必须全焊透的。德国AD规范规定焊缝不得有裂纹或未熔合或未焊透。美国ASME、日本JIS8243 推荐的A、B类焊缝也全部为双面对接焊或相当于双面焊。GB/T 150.1中对于焊接接头系数取1或0.85的情况,都要求是全焊透的,并且在GB/T 150.3附录D给出的A、B类对接接头型式也都为全焊透。

至于接管与壳体的焊接接头,其拘束性大、存在较大的应力集中,对疲劳载荷而言,往往是裂纹产生的起源处。从制造的角度而言,这类焊缝也是所有焊缝中最难控制、最易产生问题的部位。这也应当是设计关注的重点。

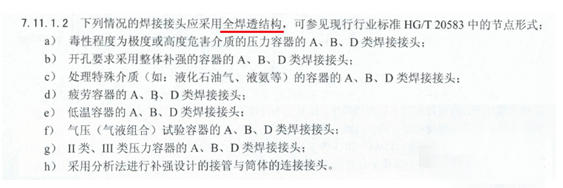
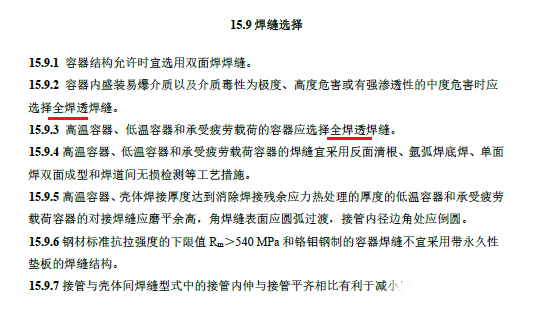
在压力容器各主要标准中,TSG 21、SH/T 3074、HG/T20583等都明确规定了A、B、D类接头应全焊透的情况,我们分别来看一下。

需要指出的是,在GB/T 150.3及HG/T 20583推荐的接管与壳体的焊接型式中有未全焊透的结构,若有必要全焊透,设计文件中应强调一下,可以这样写:受压元件之间的焊接接头应全焊透。
TSG 21-2016 固容规

SH/T 3074-2018《石油化工钢制压力容器》
TSG 21-2016 固容规
TSG 21-2016 固容文章来源网络旨在学习分享,如有侵权联系删除
上一篇:
压力容器的焊接注意要点
下一篇:
为什么堆焊层与母材结合不牢固、表面掉肉?
