






氩弧焊之所以能获得如此广泛应用的原因?
全氩弧焊与氩弧焊打底在工艺上没什么区别,全氩弧焊适用于薄壁小管径管道(一般DN60及以下、壁厚4mm)以下,目的保证焊缝根部质量外观成形好。当管径较大、壁厚较厚时应采用氩弧焊打底手工焊盖面,用手工焊盖面的目的是管径大用手工焊可以保证外观质量且工效高于氩弧焊,成本低于氩弧焊。氩弧焊打底焊接工艺在锅炉的水冷壁、过热器、省煤器等焊接中,接头质量优良,经射线探伤,焊缝级别均在Ⅱ级以上。
1、氩弧焊打底优点
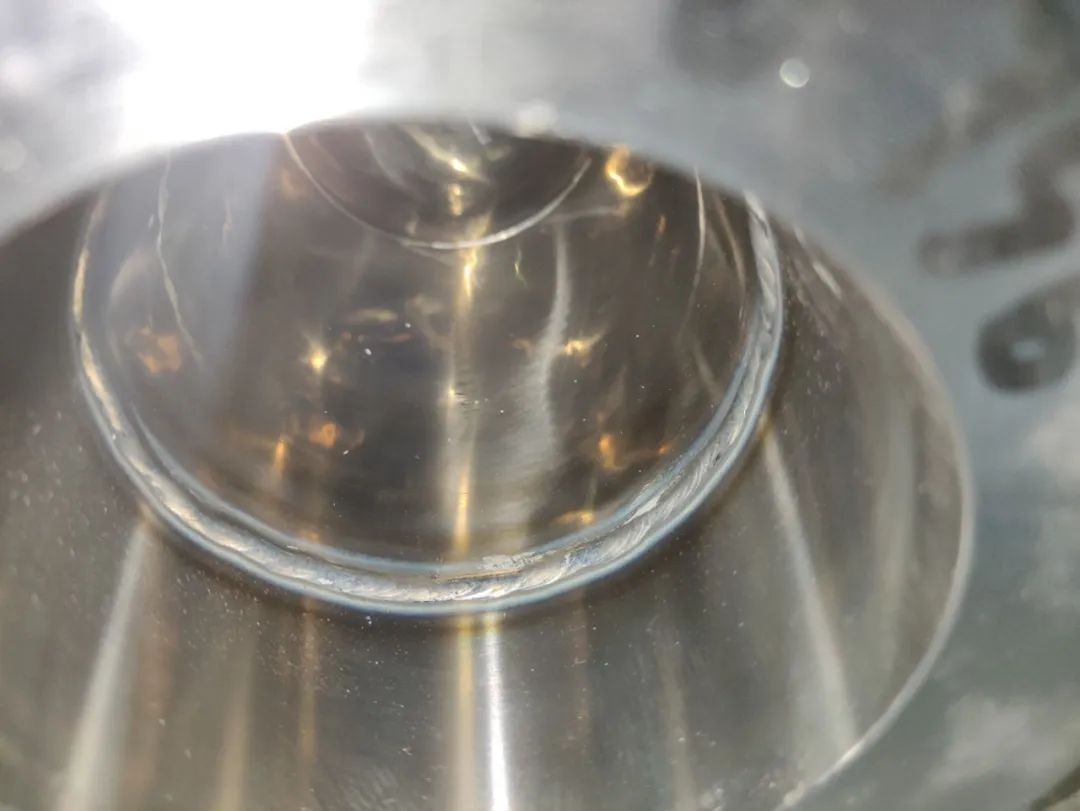
(1)质量好只要选择合适的焊丝、焊接工艺参数和良好的气体保护就能使根部得到良好的熔透性,而且透度均匀,表面光滑、整齐。不存在一般焊条电弧焊时容易产生的焊瘤、未焊透、凹陷、气孔和夹渣等缺陷。
(2)效率高在管道的第一层焊接中,手工氩弧焊为连弧焊。而焊条电弧焊为断弧焊,因此手工氩弧焊可提高效率2~4倍。因氩弧焊不会产生焊渣,故无需清理熔渣和修理焊道,则速度提高更快。在第二层电弧焊盖面时,平滑整齐的氩弧焊打底层非常利于电弧焊盖面,能保证层间良好地熔合,尤其在小直径管的焊接中,效率更显著。
(3)易掌握手工电弧焊根部焊缝的焊接,必须由经验丰富且较高技术水平的焊工来担任。采用手工氩弧焊打底,一般从事焊接工作的工人经较短时间的练习,基本上均能掌握。
(4)变形小氩弧焊打底时热影响区要小得多,故焊接接头变形量小,残余应力也小。
2、氩弧焊广泛应用的原因
1、氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减少合金元素的烧损,以得到致密、无飞溅、质量高的焊接接头;
2、氩弧焊的电弧燃烧稳定,热量集中,弧柱温度高,焊接生产效率高,热影响区窄,所焊的焊件应力、变形、裂纹倾向小;

3、氩弧焊为明弧施焊,操作、观察方便;
4、电极损耗小,弧长容易保持,焊接时无熔剂、涂药层,所以容易实现机械化和自动化;

5、氩弧焊几乎能焊接所有金属,特别是一些难熔金属、易氧化金属,如镁、钛、钼、锆、铝等及其合金;
6、不受焊件位置限制,可进行全位置焊接。
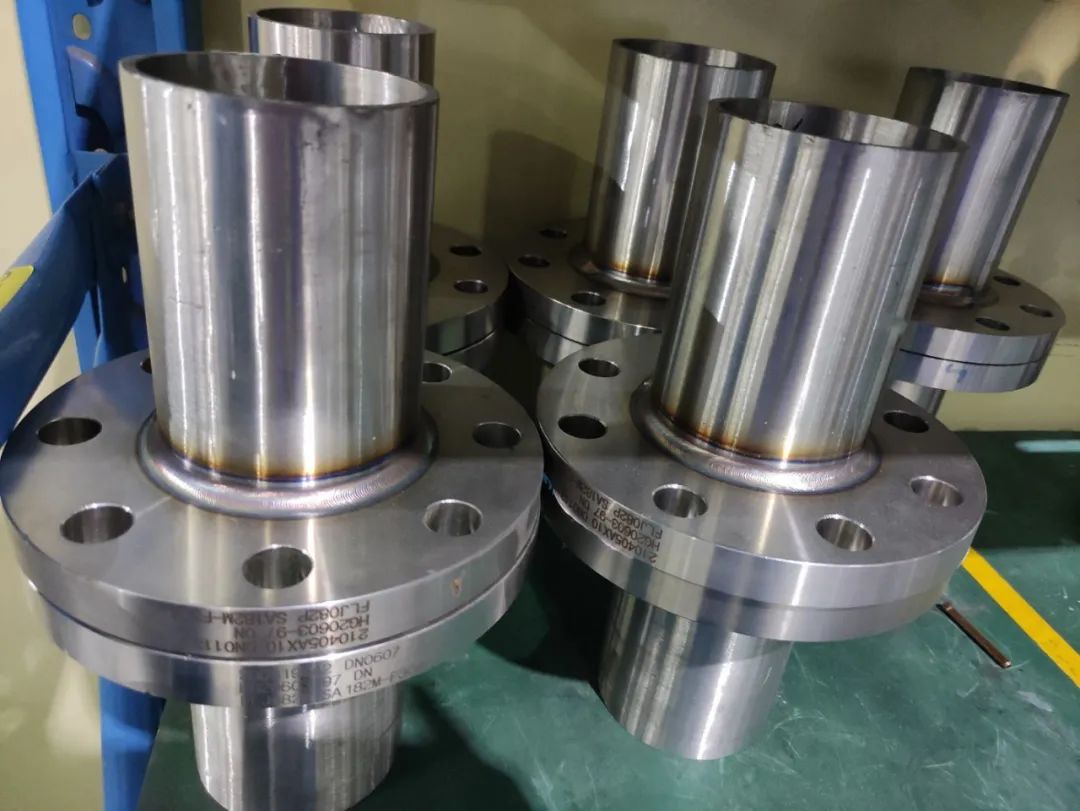
金鲁鼎焊接(山东)有限公司,专注管道焊接研发生产十余年,公司自主研发生产的管道氩弧焊自动焊接机,能有效实现管道焊接打底,填充,盖面,普通工人通过简单培训后即可快速上手。公司产品广泛应用于供水设备、水处理设备、压力容器、石化设备、食品机械、仪器仪表、工程机械、金属软管、燃气(撬装)设备、制冷设备、消防设备、石油装备、真空设备、润滑设备、制药设备、厨房设备、汽车零部件等行业。公司自建立以来秉持“立心于斯 鼎诚致远”的企业理念,不断研发创新,设计推出满足市场需求的自动化焊接设备,真正为企业解决焊接需求。欢迎莅临考察。
文章来源网络,旨在学习分享,如有侵权联系删除
