






如何克服焊接中的“咬肉”现象?
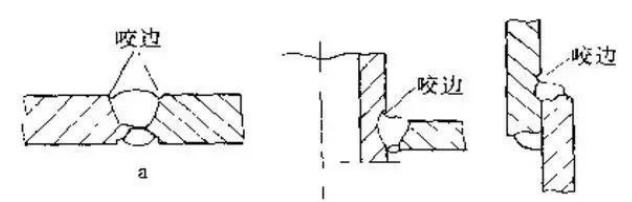
咬边也称“咬肉”,是电弧或火焰将焊缝边缘的母材熔化后,没有得到填充金属的补充,而留下的凹陷或凹槽。
1、焊接电流过大,电弧过长,运条角度不当及运条操作不熟练。
2、焊接运条时,坡口边缘两侧停留时间过短,造成熔敷金属与母材未熔合。
3、焊缝填充金属过低,盖面焊接焊肉过厚,电弧停留时间过长,焊缝区域温度过高而造成咬肉。
咬边是一种危险的缺陷,它不但减小了基本金属的有效工作截面,而且在咬边处还会造成应力集中。咬边又是一种常见的缺陷,应该特别引起注意。

1、选择合理的焊接工艺参数。碱性焊条应采用短弧焊接,保持运条均匀,坡口边缘运条稍慢些,停留时间稍长些,中间运条稍快些。多道焊中,应保持匀速焊接,应注意运条角度。
2、焊条的填充金属应略低于焊道母材表面,这样盖面的焊道宽度轮廓清楚,外观成型好。
处理方法
焊缝咬边深度超标部分,应用砂轮打磨修整后补焊。对轻微咬边处用砂轮修磨成平滑过渡。
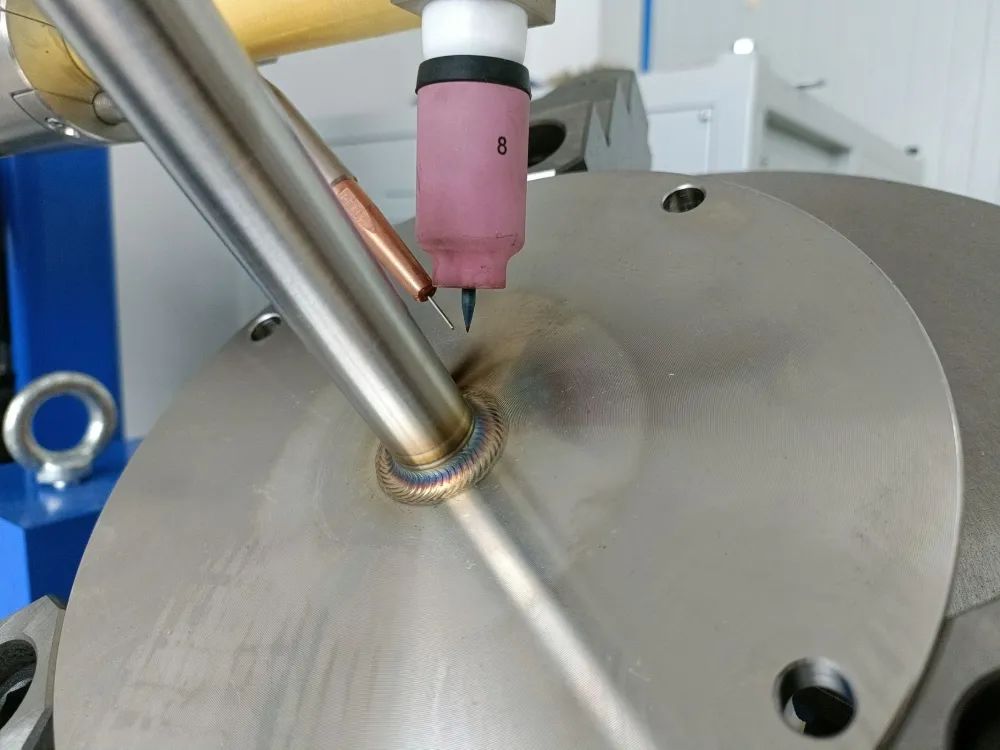
四、使用金鲁鼎自动焊接机克服它
金鲁鼎公司生产的H系列自动焊接机能广泛适应焊接长管短管、管弯头、管三通、管高颈法兰、管法兰、弯头法兰角接等。适应碳钢、低合金钢、不锈钢、铜等多种材质的焊接。

设备具有:
1、焊接过程稳定,焊接效率高,焊接质量可靠、重复性高;
2、自动化程度高,焊接过程无需人工干预,一键操作;
3、上下件方便、快捷;
4、设备工艺好,不咬边。
小结 金鲁鼎焊接(山东)有限公司,专注管道焊接研发生产十余年,公司自主研发生产的管道氩弧焊自动焊接机,能有效实现管道焊接打底,填充,盖面,普通工人通过简单培训后即可快速上手。公司产品广泛应用于供水设备、水处理设备、压力容器、石化设备、食品机械、仪器仪表、工程机械、金属软管、燃气(撬装)设备、制冷设备、消防设备、石油装备、真空设备、润滑设备、制药设备、厨房设备、汽车零部件等行业。公司自建立以来秉持“立心于斯 鼎诚致远”的企业理念,不断研发创新,设计推出满足市场需求的自动化焊接设备,真正为企业解决焊接需求。欢迎莅临考察。
文章来源网络旨在学习分享,如有侵权联系删除
