






充氩保护你了解多少?
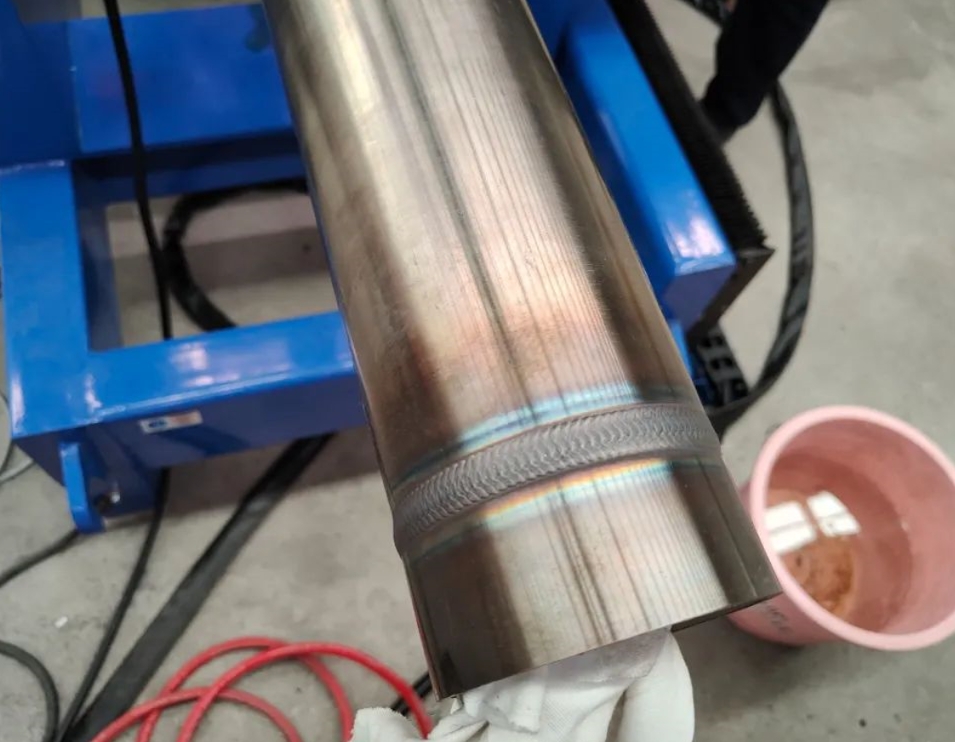
氩弧焊,是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术。
工艺流程:
(1)首先做管段1的堵头A,堵头A用2块直径小于焊管内径20mm的圆形胶合板夹1块厚度≥50mm、直径比所焊管道内径大20mm的圆柱形海绵做成。在堵头A上开1个排气孔,对水平管开在距胶合板边缘约10mm处,对垂直管则开在堵头圆心处,装入排气管管(图1b)。在背对排气孔一侧距胶合板边缘约10~15mm处再开一孔,穿入并固定不锈钢索。
(2)对于管段2准备堵头B,堵头B上不开排气孔,而在堵头中心开一进气口,再在其上安装氩气进气嘴,装上氩气软管。将不锈钢索连接并固定在堵头B距胶合板边缘约10~15mm处的孔上。
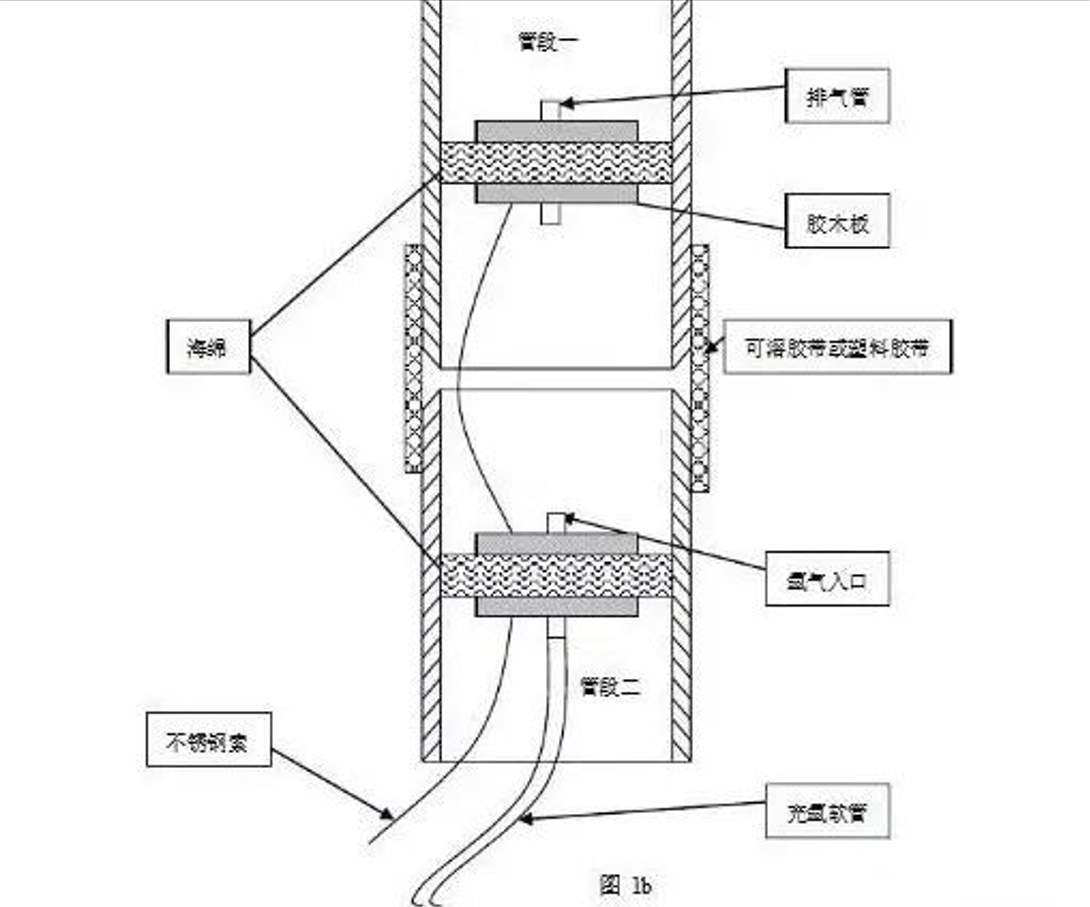
(3)装配堵头A。堵头A塞入管子1中距管口400mm~500mm处。对水平管应将氩气排气口置于管子中心线的上方;检查海绵堵头与管内壁接触良好,与管壁垂直;连接堵头A和B,将堵头B与堵头A用1根钢索连在一起,不锈钢索绷直时要与管道中心线大致平行,以确保在焊接工作完成后能顺利被抽出。
(4)装配堵头B。钢索和氩气软管应能通过管段2的整个长度,以便在焊接后能抽出堵头A和B;将氩气软管连接到中心位置的氩气入口嘴处,并将钢索连接到堵头的偏心孔上。为便于焊接取出堵头,可用胶布将氩气软管和钢索以一定的间隔缠在一起。将堵头B装在管。
(5)当两个堵头在相应管道中安装就位后,进行对口。
(6)采用定位焊或夹具对接头进行固定。
(7)用塑料胶带包覆焊口,使内腔成为一个封闭的气室
(8)一般焊前须提前进行充氩,以便把管道里的空气排尽,充氩时氩气流量要适中,在般为4~12L/min。
(9)焊后如果无损检验合格,则可从管道中抽出堵头。如堵头损坏。则应及时消除内部的遗留物。
金鲁鼎氩弧自动焊机
用可溶纸做堵头
用可溶纸做堵头,并装在焊件或管口中,在管道打水压或用高压水喷射时可溶纸可被水溶化并冲走。该方法适用开必须进行水压试验或水冲洗的管道,以及直径≤159mm,或为安装死口而直径≥159mm,或安装位置特殊的管道焊接头充氩,其工艺流程如下。
(1)将可溶纸剪成圆形,其直径为管道内径加60mm;对直径为20mm以下的管道为管道内径的3倍。
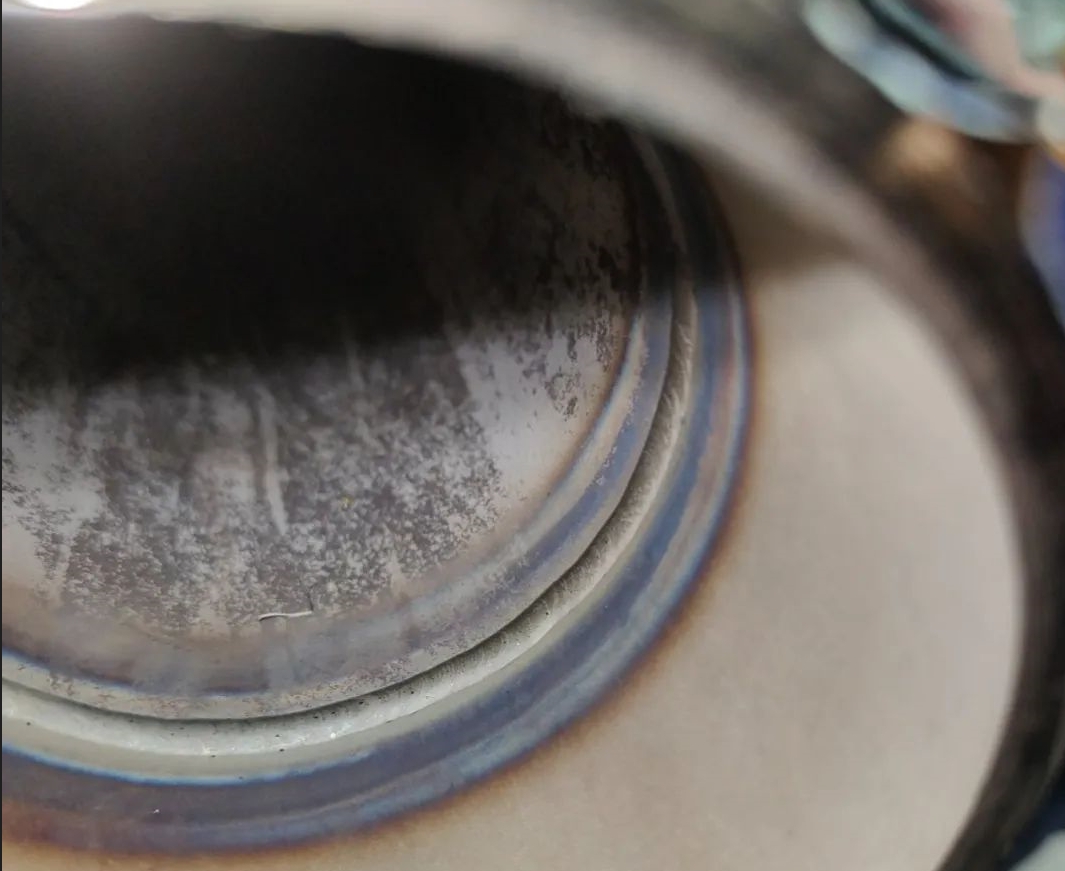
金鲁鼎氩弧自动焊机-单面焊双面成型
(2)将可溶纸靠在管端,以在其上标示出或用手按压出管道内径,沿按压线把纸的边缘向后折成90°角。将做好的可溶纸塞入管中,可溶纸距管口400mm;对于水平管两纸塞上各开1个排气孔,排气孔位于安装位置上的可溶纸圆心上方距纸边缘约10~20mm处。对垂直管,排气孔开在焊口上侧的可溶纸圆心处。
(3)可溶纸用可溶胶带纸粘好。
(4)当纸塞装好后,用针形管从焊接接头处充氩。如打底焊时,必须从仰焊位置向两侧进行。

用可溶纸做成截面为U型的环状气室
(1)将可溶纸剪成宽700~800mm,长度超出管道内周长50mm的长条形。
(2)可溶纸紧贴焊缝背部,对称分布于焊缝两侧,用胶水粘好。
(3)将可溶纸两侧向焊缝推进,使两边缘间直线距离约600~650mm,然后粘好可溶纸边缘。确保可溶纸中间部位向远离焊缝处于拱起。
(4)在焊缝位置包好胶带纸。形成一封闭的气室。
(5)用针形管在焊接接头处充氩气。
(6)充氩时打底焊从仰焊位置向两侧进行。
(7)无损检验后,去除纸塞。

金鲁鼎氩弧自动焊机
声明
