首页
产品中心
返回
焊接设备
返回
管管件类自动焊接机
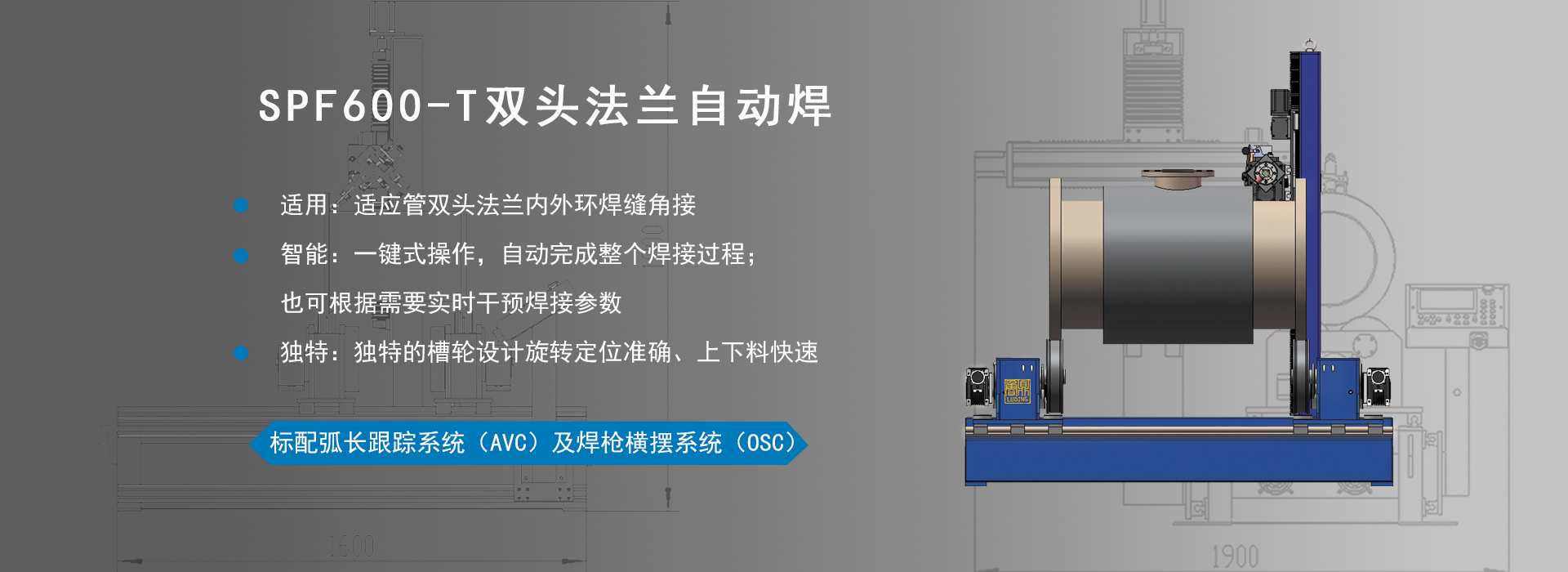
双头法兰自动焊接机
罐体类自动焊接机
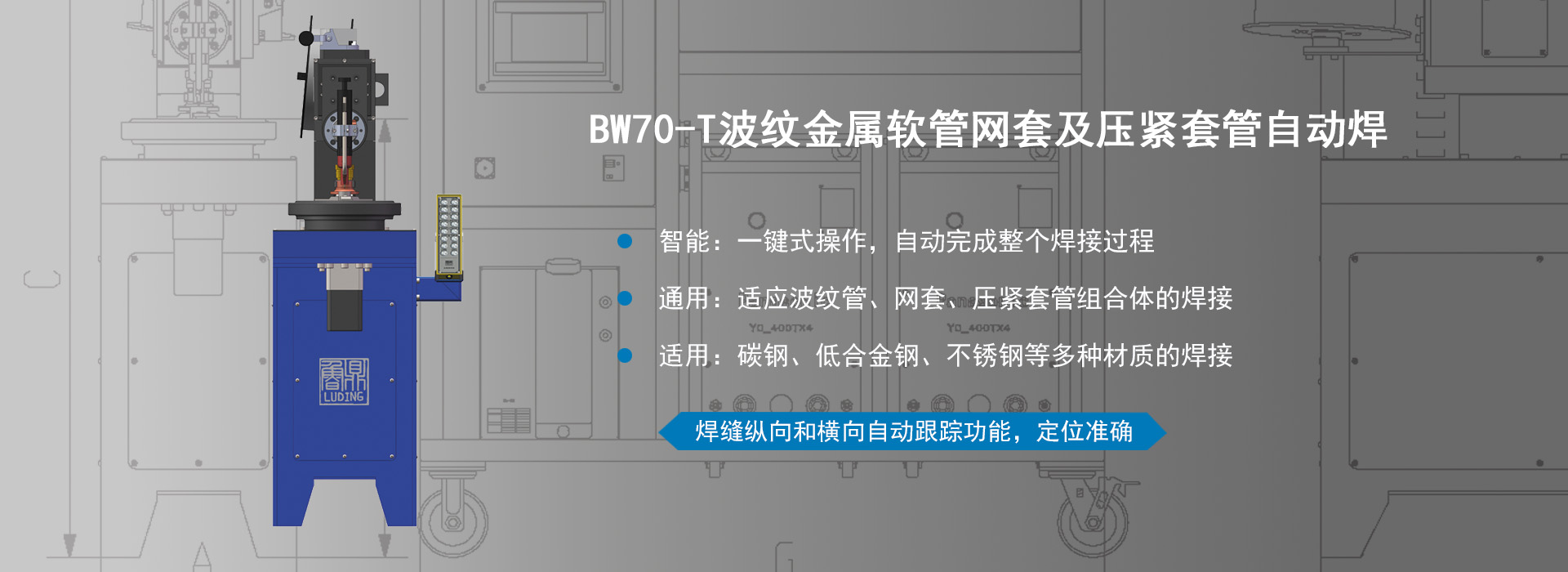
波纹管自动焊机
管道全位置自动焊
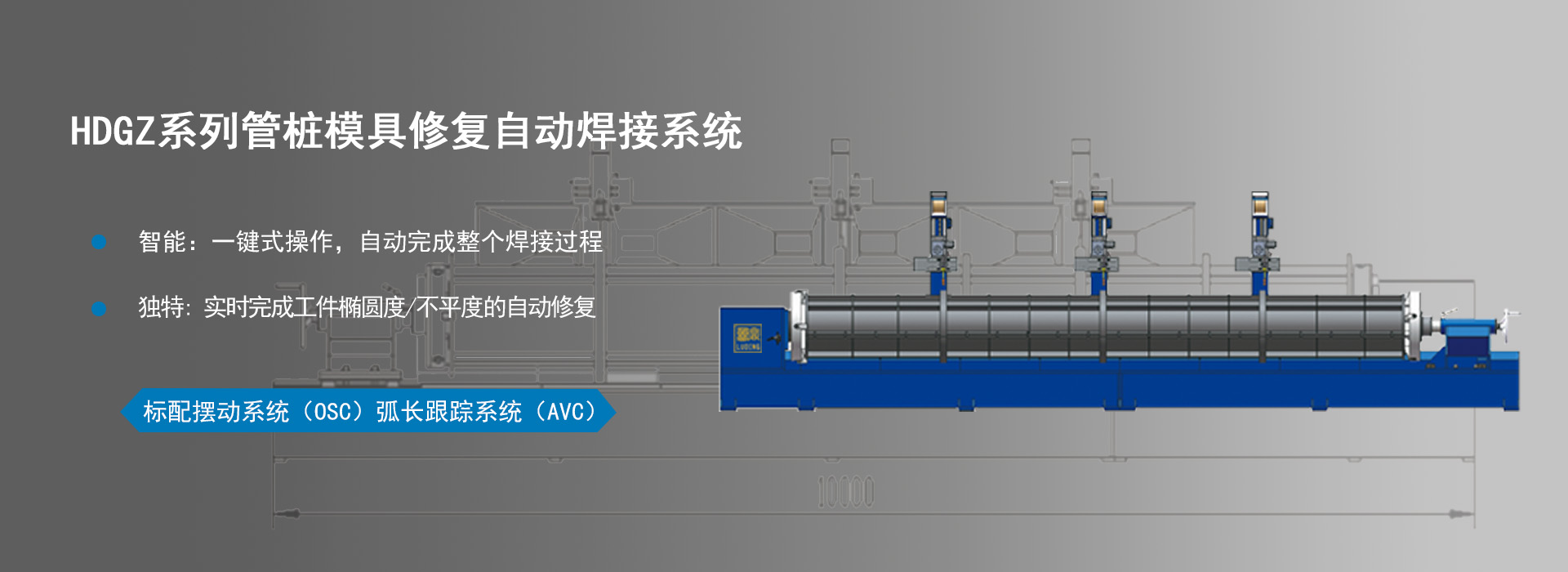
管桩修复自动焊机
铝母线双枪自动焊
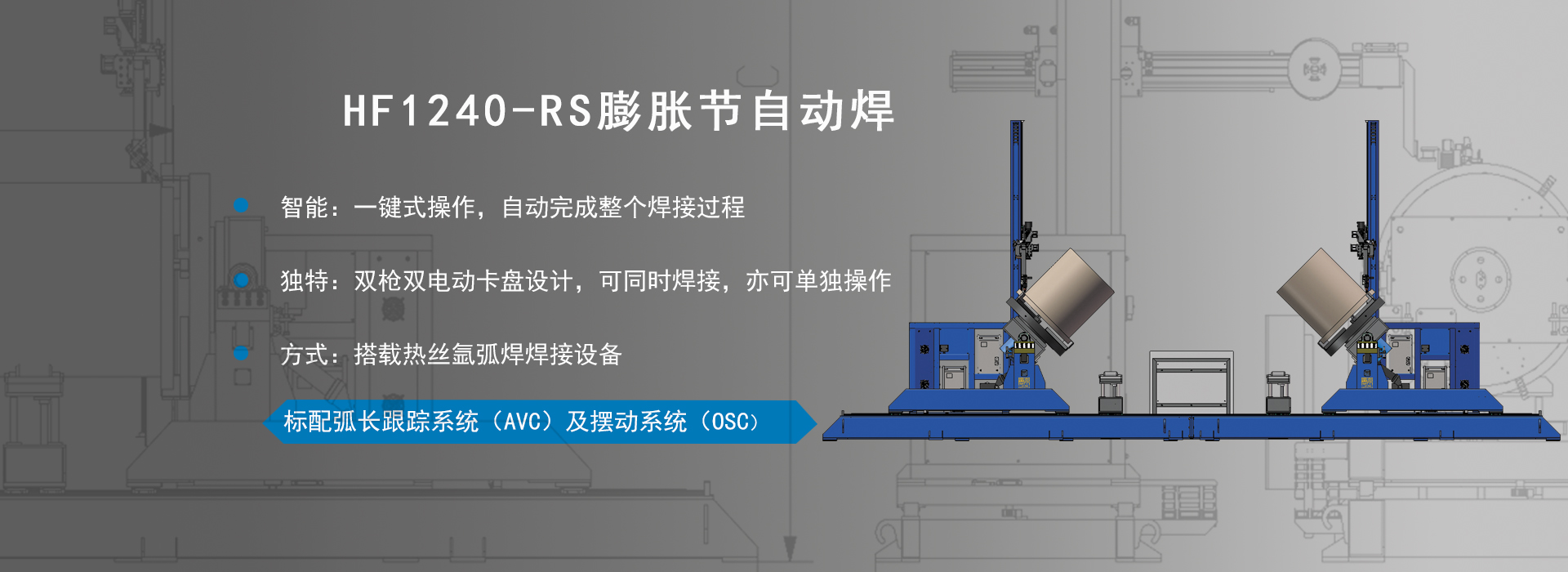
膨胀节自动焊
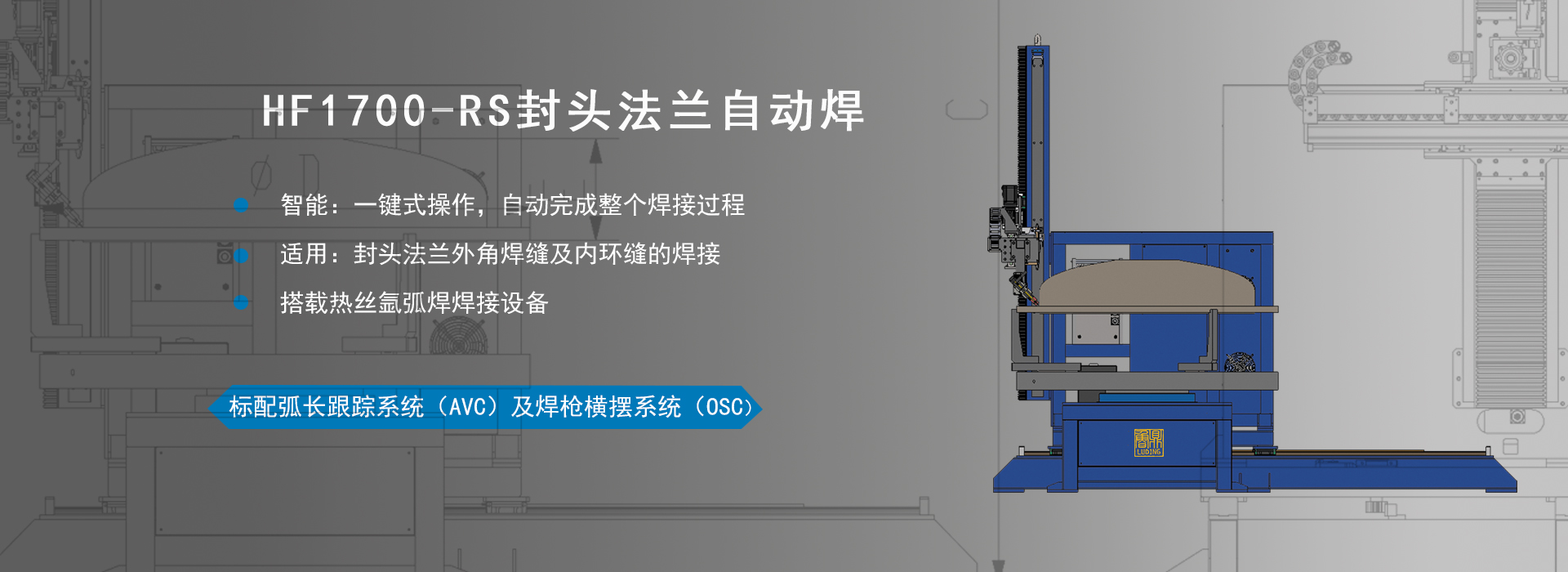
封头法兰自动焊
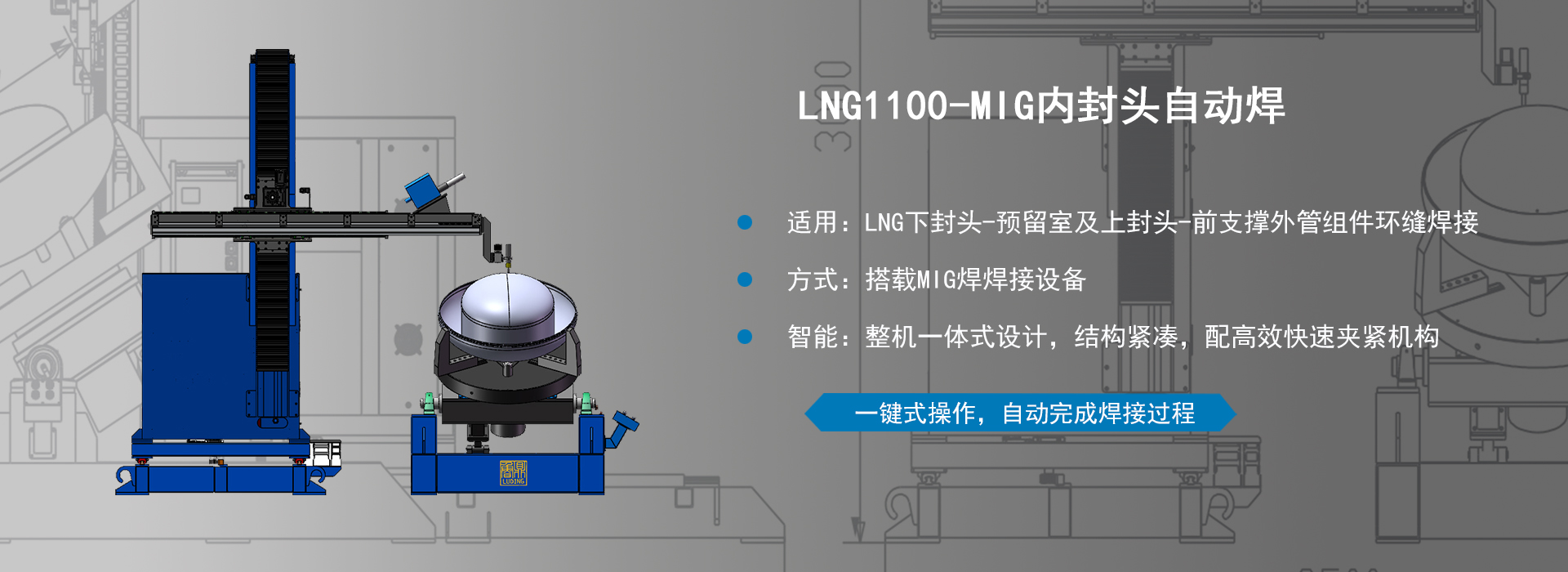
LNG附件自动焊
增透剂
返回
不锈钢氩弧焊增透剂
保护剂
返回
FLUX-A型
TYPE-B型
TYPE-I型
视频中心
返回
短管管件系列
长管管件系列
罐体类系列
波纹软管系列
全位置自动焊
铝合金母线系列
膨胀节系列
封头法兰系列
双头法兰系列
LNG类系列
管桩模具系列
铝管系列
焊接保护剂
返回
焊接保护剂
解决方案
返回
解决方案
焊接论坛
返回
行业知识
关于我们
返回
公司荣誉
公司简介
联系我们
公司历史
没有数据