






不锈钢管道焊接背面氧化怎么办?
前言
不锈钢管在焊接时,焊道表面和热影响区容易氧化变色,为保证不锈钢的耐腐蚀性,在焊后对焊缝进行酸洗钝化处理,使其表面形成一层致密的氧化膜,但不锈钢管的内壁又往往无法酸洗钝化,严重降低了不锈钢管内壁耐腐蚀性能。

图1 背面焊道热影响区严重氧化

1)背面充氩气保护时,空气在管内一直呈涡流状运动很难彻底排净,即便是延长置换时间,里口全密封状态时氧含量可以达到<0.01%(体积分数),但是打开坡口开始焊接后,含氧量就会上升到0.05%(体积分数),甚至更高。较高的氧含量最终导致焊道背表面氧化而变成蓝色或者紫色。
2)在现场施工中,焊工一般采用划擦引弧的简易氩弧焊焊枪,这种焊枪在焊接断弧后使高温的焊道瞬时失去氩气的保护,导致每次收弧的接头容易氧化变色。
3)每次起弧接头时,由于空气通过打开的焊接坡口处进入里口,此时正好里口氧含量较高,高温的焊道容易局部氧化。
4)在填充和盖面层焊接时,焊接电流较大、焊接热输入大,或者层间温度高,焊道背面同样会氧化变色。
5)氩气纯度低,含氧量高对焊缝的保护效果变差。
6)不锈钢导热性差,为钢的1/3,在焊接时热量散发不出去,导致焊道和热影响区温度较高,从而更容易被氧化。
1)里口保护气中的氧气是造成焊道和热影响区氧化变色的主要原因,所以排除保护气体中的氧气就能解决氧化问题。改进工艺后采用纯度为99.999%高纯氩气作为焊接气体,用混合气(5%H2+95%Ar)作为背面保护气,利用氢气和氧气在高温下的化学反应来降低管内的氧气含量。
2)氩气密度比空气大,置换管内空气时,采取低充高排的原则,同时适当延长充气置换时间。
3)使用有电流缓升、电流衰减、提前送气、滞后停气功能的焊机和高频引弧焊枪。在刚引弧时利用燃烧的电弧先烧损保护气中的氧气,避免了焊道起弧接头时被氧化,在断弧后高温的焊道仍处于氩气的有效保护下,防止了接头的局部氧化变色。
4)增大喷嘴直径,采用φ10~φ12mm的喷嘴,增加保护范围。
5)封坡口采用密封性能好的锡箔纸胶带,不能用纸胶带。
6)最后的接头收口时减小充氩气流量,最好采用充氩气流量不变,一侧打开排气的方法焊接效果最好。

7)道间和层间温度控制不超过60℃,焊接中也可以采取在焊缝两侧缠绕有循环水的冷却铜管或用棉湿布缠在焊道两侧进行降温,减少焊道的高温停留时间。
8)前三层采用热输入小的氩弧焊进行焊接,同时继续对里口充氩气保护,达到一定厚度后再采用焊条进行焊接。
无论是氩弧焊还是焊条电弧焊焊接,电流尽可能小些,采用直线行走或者微摆动的运弧方法,在保证焊接质量的前提下焊接速度越快越好,从而降低焊接热输入,避免焊道温度过高而氧化。
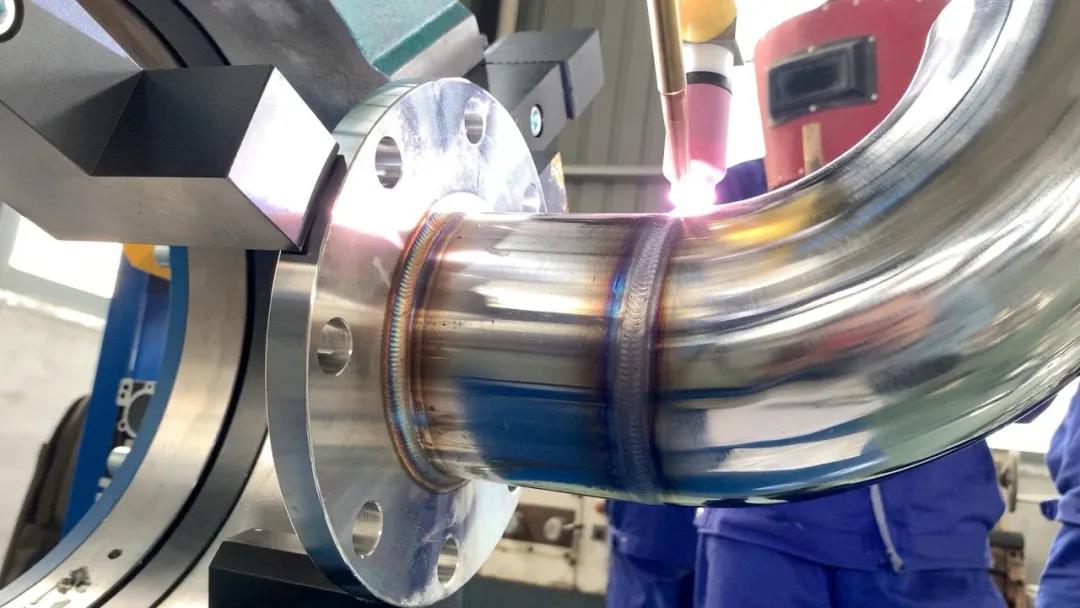
除了改进焊接工艺以外,使用免充氩保护剂是有效防止焊缝背面氧化的重要手段。
在焊接过程中免充氩焊接保护剂在焊接背面形成保护焊涂层,这些涂层能够阻止许多有害的化合物的形成。同时也能吸收熔渣中的大量的难熔元素。
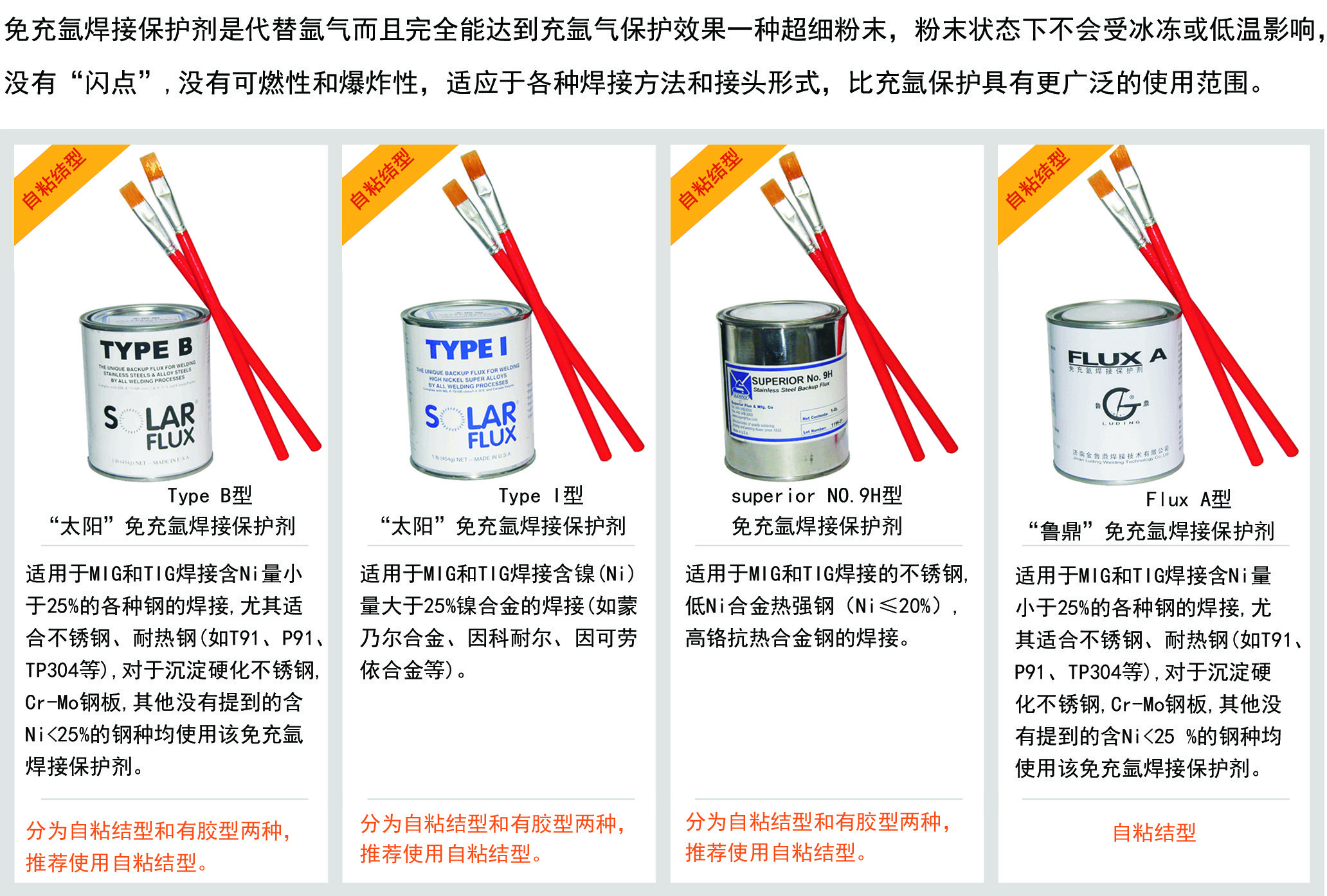
免充氩焊接保护剂适应于各种焊接方法和接头形式,其主要作用为:
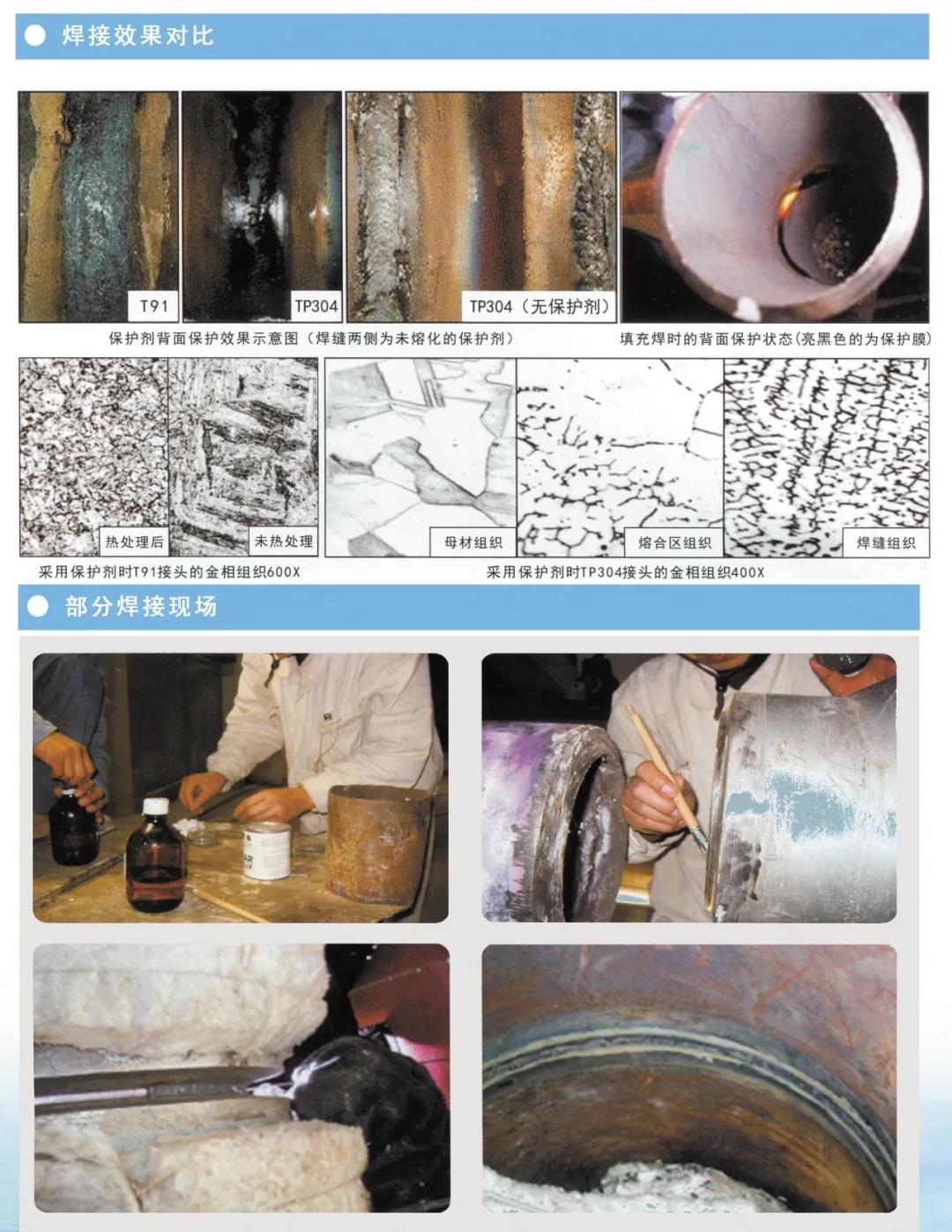
(1)防止背面氧化
(2)防止氧化物夹杂
(3)防止烧穿
(4)防止焊接气孔
(5)在用于“X”型坡口焊接时,可以免除背面清根工序
(6)有利于形成均匀的背面透度
(7)实现单面焊双面成型。
使用免充氩焊接保护剂可达到:
(1)成本更低廉——1磅的使用量往往相当于几十甚至上百瓶的氩气
(2)背面无需充氩保护
(3)焊缝强度更高
(4)韧性更好
(5)焊接速度更快
(6)焊后打磨更少
(7)通检率更高
(8)操作更容易
文章来源网络旨在学习分享,如有侵权联系删除
