






钨极氩弧焊单面焊双面成形
前言
钨极氩弧焊是一种非熔化极气体保护焊方法,又叫做TIG焊。其原理是利用钨极与焊件间产生的电弧熔化母材及填充焊丝进行焊接。焊接过程中,钨极、熔池、邻近区域及填充焊丝端部均处在氩气保护之中。

焊接设备
手工钨极氩弧焊设备由弧焊电源、控制装置、焊枪、供气和供水系统等部分组成。
1.焊接电源
1)当焊接一般结构钢和铜合金材料时,可选用直流电源。
2)当焊接薄板结构或热敏感性较强的钛合金材料时,可选用直流脉冲氩弧焊机。
3)当焊接铝、镁及其合金材料时,可选用交流氩弧焊机。
2.引弧装置
直流氩弧焊机接入脉冲引弧器,交流氩弧焊机接入高频振荡器以利于引弧。如果只能采用普通直流电源时则必须要求有较高的空载电压。
3.稳弧装置
直流电源焊接时,不需增加特殊的稳弧装置。但交流电源则不同,在交流电源内部串接脉冲稳弧器,以稳定电弧。
4.供气、供水装置
当采用小参数、短时间焊接时,可采用特制的气冷焊枪依靠氩气进行冷却。而采用较大参数或长时间焊接时,必须接入循环水进行冷却。
焊接材料的要求
1.氩气
我国对焊接用氩气纯度的要求为99.99%(体积分数)以上。
2.钨极
要求钨极必须有良好的导电性和耐高温性能,同时要求焊接时对人体的危害要小。目前,我国建议采用的电极主要是铈钨极。
3.焊丝
手工钨极氩弧焊用焊丝应符合GB/T8110-2020《熔化极气体保护电弧焊用非合金钢及细晶粒钢实心焊丝》、GB/T4240-2019《不锈钢焊丝》和GB/T10858—2008《铝及铝合金焊丝》的质量规定。
焊接参数
1.焊接电流
焊接电流的大小需根据焊件厚度、坡口形式、空间位置、钨极直径等进行选择。
2.电弧电压
电弧电压影响焊缝的熔深和熔宽。应尽量采用短弧焊接,单面焊双面成形时可有效地控制熔池温度,保证焊缝成形。
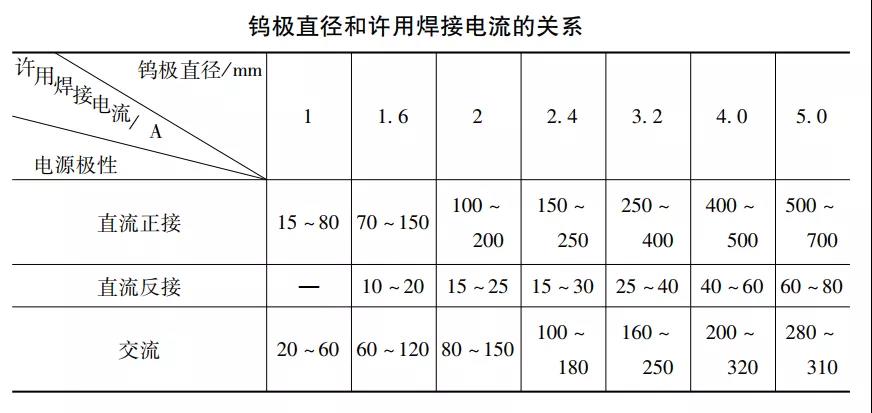
3.钨极直径
钨极直径是根据焊件厚度、材料性质及焊接电流的大小来选择的。钨极直径和许用焊接电流之间的关系见下表。
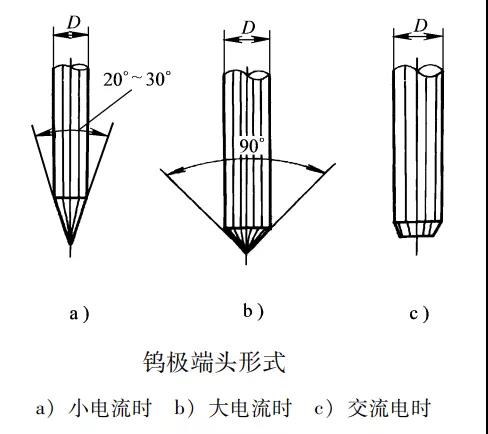
在不同焊接电流和电源极性条件下,所选择的钨极端头形式如下图所示。
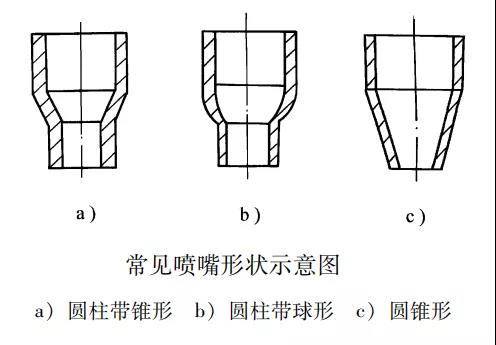
4.喷嘴直径
喷嘴大小和形状直接影响保护区的保护范围和效果。常见喷嘴形状如下图所示。
5.焊接速度
焊接速度的大小影响熔宽和熔深。焊接速度太快,气体保护效果不好,焊缝金属容易被氧化,钨极也易氧化,并容易出现未焊透和气孔等缺陷。焊接速度太慢,可能出现咬边、烧穿及背面焊瘤等缺陷。
6.电源种类和极性
当焊接碳钢、低合金钢、不锈钢或钛、铜及其合金时,采用直流正接为宜。当焊接铝、镁及其合金时,采用交流电源为宜。
操作技术要点
1.注意事项
焊接过程中要注意观察钨极烧损状况。当钨极端头呈银白色时,说明保护效果良好。当钨极端头呈蓝色时,说明保护效果较差。如果钨极端头呈黑色或已烧损成球状,说明钨极已被污染,应重新打磨钨极端部,并调节气体流量。
2.引弧
一般直流焊机作氩弧焊机使用时,钨极易烧损,多用接触引弧,这种引弧方法对焊工水平要求较高。短路引弧主要用于自动钨极氩弧焊。目前最广泛应用的是引弧器引弧,该方法由于是空间引弧,故对钨极和焊件的影响极小,特别适用于单面焊双面成形的打底焊。
3.焊接运弧
手工钨极氩弧焊的焊接方向一般为由右向左,环焊时由下至上。焊炬与焊件表面的夹角保持在65°~85°之间。焊丝置于熔池前面并与焊件表面呈15°~20°夹角。焊接时,在不妨碍操作的情况下,尽量采用短弧焊接,并力求送丝均匀,才能保证焊缝成形。
4.接头和收弧
收弧时应适当填充焊丝,使弧坑填满,以防产生弧坑裂纹。当切断电源后,不要立即将焊枪抬起或移动离开,待送气停止后,方可移开焊枪。单面焊双面成形时,要将收弧处焊成斜坡状,不能产生死角,以防接头产生不良现象。
5.填丝要领
单面焊双面成形采用连续填丝法时,焊丝应紧贴坡口根部,使焊接电弧在熔化坡口边缘时,焊丝也随之一起熔化。
焊接作为工业“裁缝”是工业生产中非常重要的加工手段,焊接质量的好坏对产品质量起着决定性的影响。手工焊往往会出现咬边、裂纹、气孔等焊接缺陷。选择一台合适的自动焊设备显得尤为重要。
文章来源网络旨在学习分享,如有侵权联系删除
