






不锈钢焊接时背面保护方法,记得收藏备用!
随着石化工业的迅猛发展,不锈钢材料得到了广泛的应用,也对管道及板材焊接提出了更高的要求,逐渐淘汰了以前的不锈钢电弧焊打底法。而采用氩弧焊打底焊接,氩弧焊打底比电弧焊打底清洁度高打底更快,同时也出现了一些问题。

焊接过程中,由于不锈钢氩弧焊打底背部容易被氧化产生缺陷,所以必须采取背面保护措施,这样可以保证焊缝的力学性能及耐腐性等。由此焊接不锈钢时必须采取有效保护。
1、保护罩充氩保护法
在板材及大直径管材不锈钢焊接中常使用此种方法,保护罩连接一金属管子并连 接氩气软管,打开氩气阀门让保护罩充满氩气,需另一人手持金属管子作为手柄,使保护罩罩在背部熔池上滑动与板或管外焊接同步,这样使背面得到了有效保护,特点,保护集中,氩气不需要开太大,氩气浪费少。

对于局部空间较小尺寸较短的管道易使用局部保护,方法:将管道焊口用胶 带封住(防止漏气),管道两端用海绵、胶皮、纸壳等封口,将氩气软管从一端插入充入氩气,管道的另一端封口处最好打一小孔(海绵不需要),这样有利于最后的打底焊接接头,不会因内压过高而产生凹陷等;
焊接时,为了防止焊缝氩气大量排出,焊缝封堵胶带应撕一段焊一段,这样可以减少氩气的更多流失有效保护焊缝。特点浪费,充氩慢、成本过高等。

对于管线过长,管径稍大的管道,局部充氩过于浪费,质量不能保证,工程成本过高等,为了节约成本可以采用焊口直接充氩法。
将海绵加工成管道直径稍大堵头并将两块海绵中间用铁丝连接,距离300-400mm,做成双堵头,堵头一端连接更长一段钢丝,当对口时将堵头先堵在要焊焊缝的两侧150-200mm处,一端的长铁丝要长于焊缝一端管道的长度并露出管端,金属小管一端砸扁一端连接氩气软管,砸扁的一端插入已对好的焊缝,进行充氩,插入方向最好是最上部,这样在打底焊最后接头前拔掉小管靠管道余气焊完。焊完后用铁丝把堵头拉出。
组对前在焊口两侧150-200mm处贴上水溶纸作为封堵,对好后和海绵堵头同样的充气焊接,当管道水压试验时,水溶纸会溶解掉,随水排出。

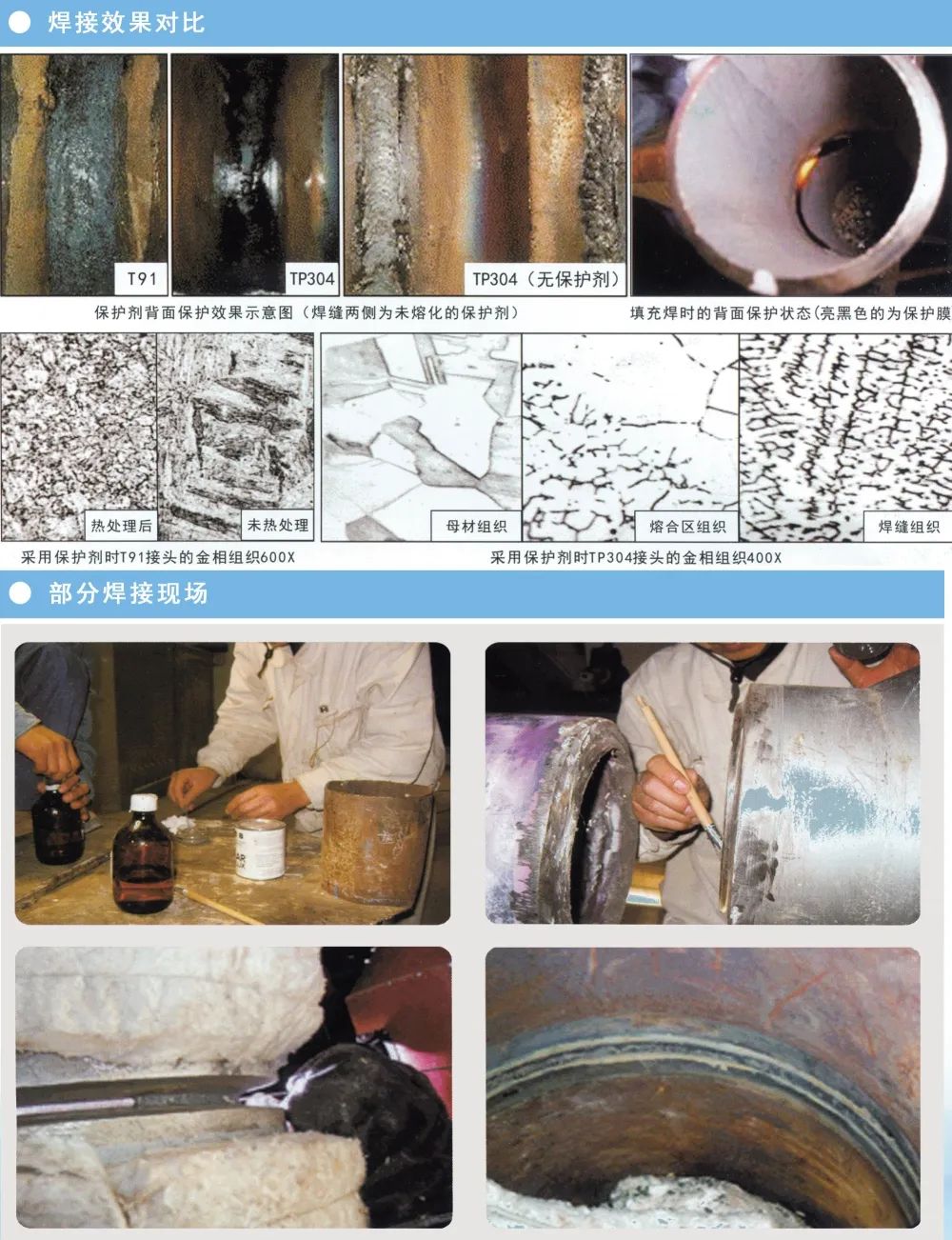
氩气保护效果可根据内焊缝颜色进行判断,这样操作人员可以根据颜色进行氩气的调整,使其达到最好保护效果。其颜色以白、金黄为最好,灰黑最差。
(1)氩弧焊焊接前,应提前对焊件做背部充氩保护,流量适当大一些,空气排出后,流量逐渐减小。焊接过程中应不间断地向管内充氩。焊完后才能拔掉氩气软管,使焊缝得到很好的保护。另外应特别注意的是,空气排净后才能进行焊接,否则影响充氩的保护效果。
(2)氩气流量应适当。流量过小,保护不好,焊缝背面容易氧化;流量过大,会引起焊缝根部内凹等缺陷,影响焊接质量。
(3)氩气入口应置于封闭段尽可能低的位置,空气排出孔应置于封闭管段稍高位置。因为氩气比空气重,从较低位置充入氩气能够保证获得更高的浓度,充氩保护效果也就更好。
(4)为了减少管内氩气从对口间隙处流失,影响保护效果,增加成本,焊接前可沿焊口间隙贴上胶带,仅留出焊工一次连续焊接的长度,边焊边揭去胶带。
免充氩焊接保护剂是代替氩气而且完全能达到充氩气保护效果一种超细粉末,粉末状态下不会受冰冻或低温影响,没有“闪点”,没有可燃性和爆炸性,适应于各种焊接方法和接头形式,比充氩保护具有更广泛的使用范围。

1. 保护焊缝背面
可以有效防止焊缝背面的氧化,在焊缝背面形成保护焊涂层,阻止许多有害化合物的形成,吸收熔渣中的大量难熔元素。
2. 清除灰尘和氧化物
含有一种能通过减少或浮出有害的外来杂质而除去它们产生危害的高效化合物。这样当焊工操作时,灰尘和被氧化的金属就不会保留在焊缝中污染焊缝金属。
3. 防止烧穿
具有很好的热传导性,能有效地驱散焊缝局部的热量集中,使焊缝热分布的均匀化,不会产生局部的烧穿和应力集中。
4. 防止焊接气孔
由于热输入均匀统一及焊缝污染物被免充氩焊接保护剂吸收,孔隙类缺陷可以完全避免。
5. 得到干净的固定焊点
由于免充氩焊接保护剂对固定焊点周围的金属母材有保护作用,所以在随后的焊接进程中焊点可以很均匀的融入到整条焊缝中,同时也不会出现氧化。
6. 有利于形成均匀的透度
在整个焊道上可以得到均匀的热输入,可以保证熔化的焊缝金属能完全穿通焊接根部,并与母材稳固地熔合。
7. 对熔化金属的支托作用
在热作用熔化后,在表面粘附力的作用下,对熔化金属具有支托作用,使得打底焊缝波纹细腻光滑的突出。

文章来源网络旨在学习分享,如有侵权联系删除
