






焊枪的横向摆动方式有哪些?各有何特点?
栏目:行业知识
发布时间:2022-10-14
分享到:
前言
在很多情况下,为了获得较宽的焊道或保证坡口两侧的良好熔合,需要对焊枪进行小幅的横向摆动。摆动频率和幅度以不破坏熔池的保护效果为原则。
常用摆动形式有三种:r形摆动、圆弧之字形摆动及圆弧之字形侧移摆动。
焊枪的横向摆动轨迹呈近似的r形,这种方法主要用于不等厚板的对接接头。
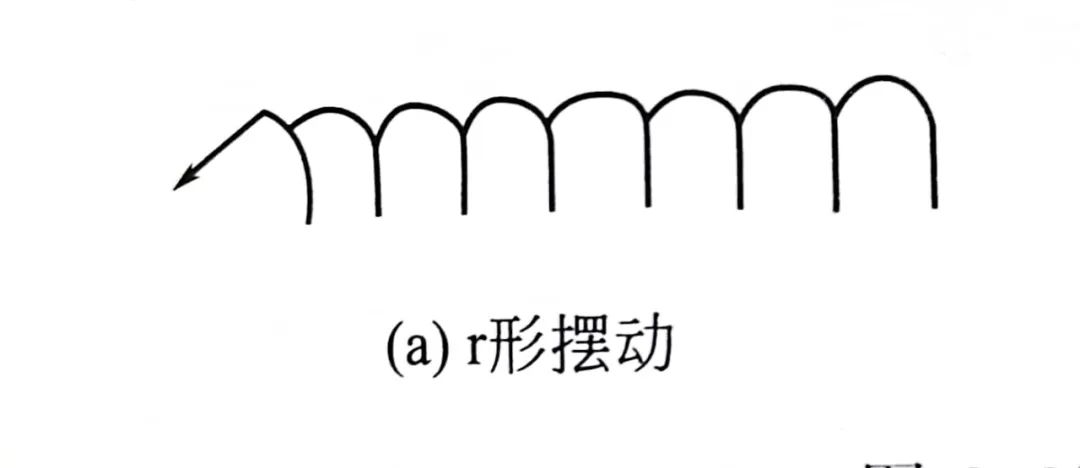
焊接时,焊枪在作r形运动的同时,使电弧稍偏向厚板,并使电弧在厚板一边移动速度慢一些或作适当的停留,以控制两边的熔化程度,防止薄板烧穿而厚板未焊透。

顾名思义,焊枪运动轨迹呈近似的圆弧之字形,这种方法适用于大的T形接头、厚板的搭接接头以及中厚板开坡口的对接接头。
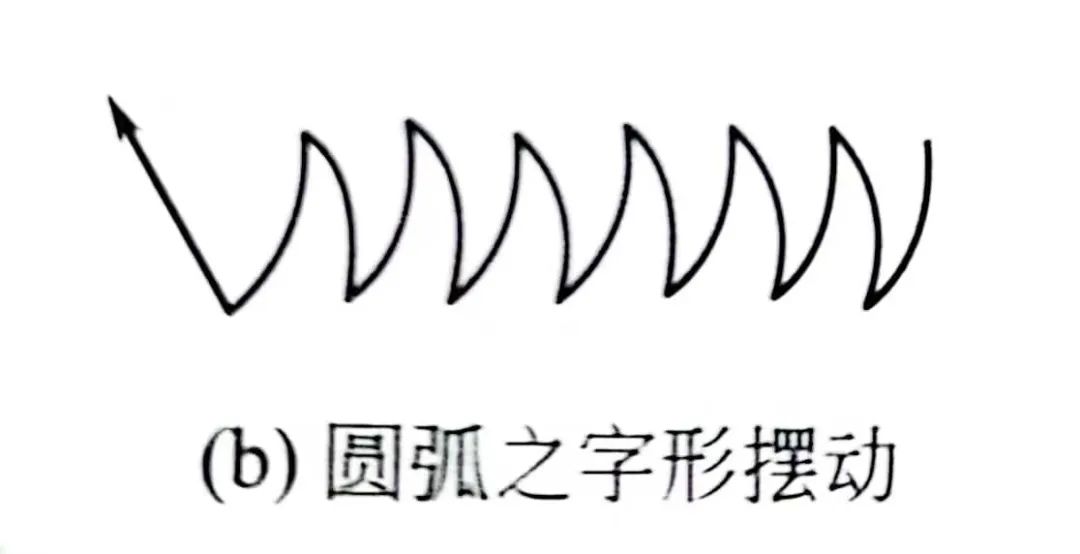
焊接时,焊枪在焊缝两侧放慢速度或稍微停留一些时间,在通过焊缝中心时运动速度可适当加快,从而获得成形良好的焊缝。

焊枪的运动轨迹为圆弧形,而且呈斜的之字形往前移动,这种方法主要用于不平齐的角接头。
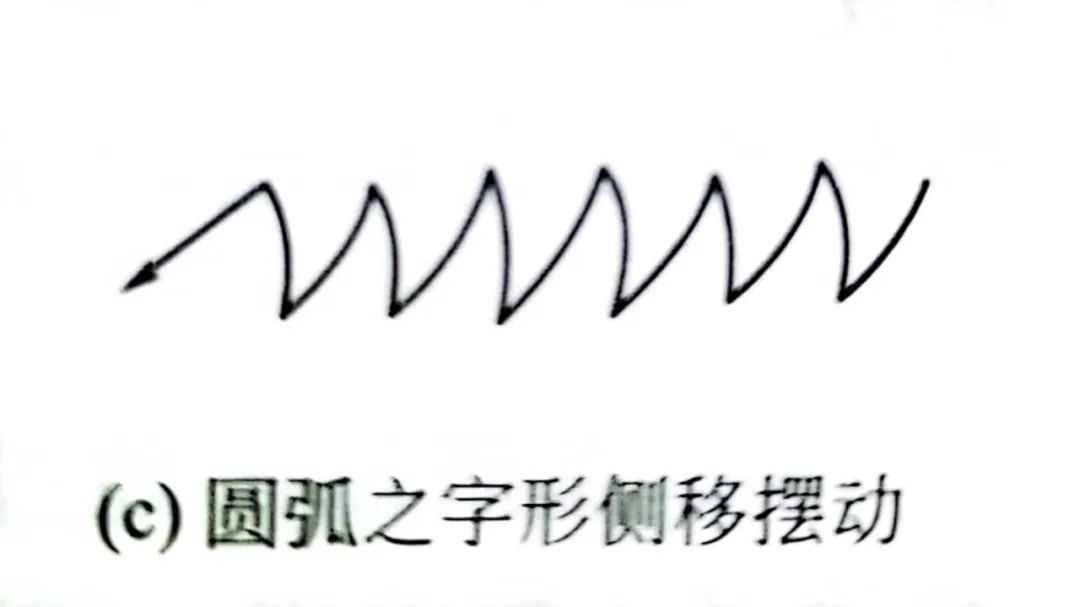
操作时使焊枪偏向突出的部分,焊枪做圆弧之字形侧移运动,使电弧在突出部分停留时间增加,以熔化突出部分,不加或少加填充焊丝。
焊枪摆动时,送进的焊丝的也需要摆动,两者的摆动幅度应配合一致。

文章来源网络旨在学习分享,如有侵权联系删除
下一篇:
不锈钢焊接时背面保护方法,记得收藏备用!
