






并不是所有的焊后热处理都是有利的!
焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
1、热处理方法的选择
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。 焊后热处理一般选用单一高温回火或正火加高温回火处理。对于气焊焊口采用正火加高温回火热处理。这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。绝大多数场合是选用单一的高温回火。热处理的加热和冷却不宜过快,力求内外壁均匀。
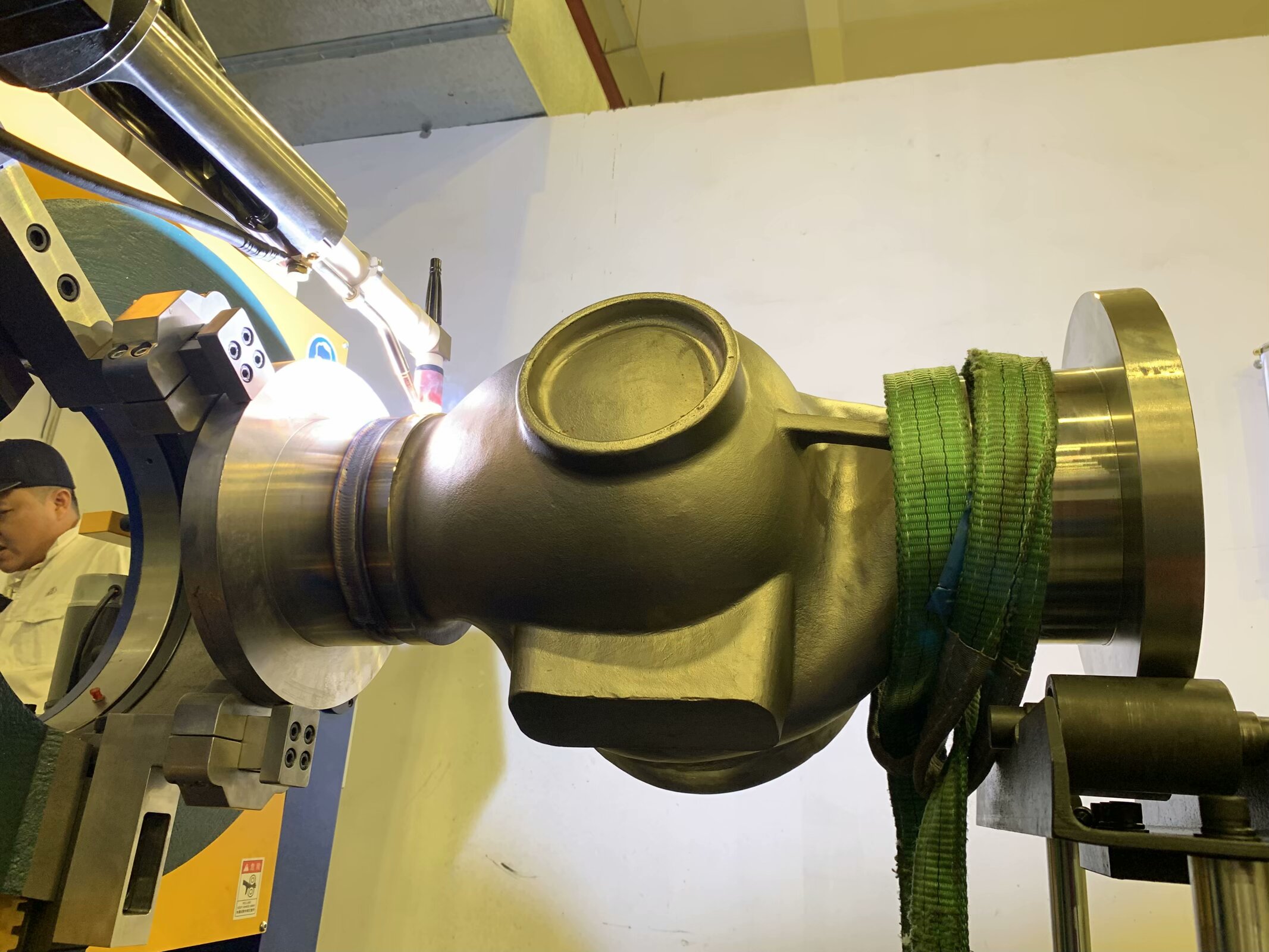
金鲁鼎阀门管件自动焊
2、压力容器采用的热处理方法
压力容器采用的热处理方法有两类:一类为改善机械性能的热处理;一类为焊后热处理(PWHT)。广义地说,焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理。具体内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力、析出热处理等。狭义地说,焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响,从而对焊接区及有关部位在金属相变2温度点以下均匀而有充分地加热,然后又均匀冷却的过程。许多情况下所讨论的焊后热处理实质上就是焊后消除应力热处理。
3、焊后热处理目的
1.松弛焊接残余应力。
2.稳定结构的形状和尺寸,减少畸变。
3.改善母材、焊接接头的性能,包括:
a.提高焊缝金属的塑性。
b.降低热影响区硬度。
c.提高断裂韧性。
d.改善疲劳强度。
e.恢复或提高冷成型中降低的屈服强度。
4.提高抗应力腐蚀的能力。
5.进一步释放焊缝金属中的有害气体,尤其是氢,防止延迟裂纹的发生。

金鲁鼎阀门管件自动焊
4、PWHT综合效果的考虑
焊后热处理并非是绝对有利的。一般情况下,焊后热处理有利于缓和残余应力,并对应力腐蚀有严格要求的情况下才进行。但是,试件的冲击韧性试验表明,焊后热处理对熔敷金属和焊接热影响区的韧性提高不利,有时在焊接热影响区的晶粒粗化范围内还可能发生晶间开裂。
再则,PWHT是依靠在高温下材料强度的降低来实现消除应力的,因此,在PWHT时,结构有可能失去刚性,对于采取整体或局部PWHT的结构,热处理前必须考虑焊件在高温下的支承能力。所以,在考虑是否进行焊后热处理时,应将热处理的有利和不利两个方面综合比较。从结构性能上来看,有使性能提高的一面,也有使性能降低的一面,应在综合考虑两方面的基础工作上做出合理的判断。
声明
