






你了解焊接熔滴过度的作用力吗?
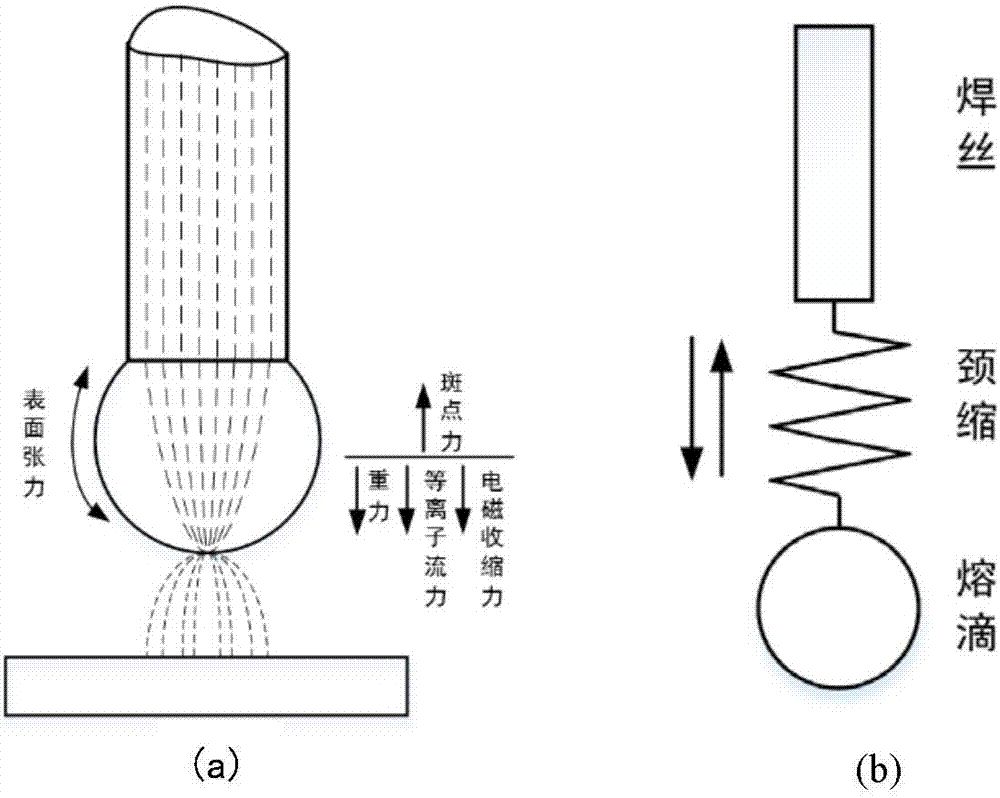
熔滴,即从焊条熔化后形成的高温液态金属滴,其过渡到焊接基材的过程称为熔滴过度。在这个过程中,熔滴过度作用力起着决定性的角色。这股力量源自于多种物理现象,包括重力、表面张力、电磁收缩力以及等离子流力等。这些力量共同作用于熔滴,影响着它从焊条端部脱落和转移到工件上的行为。
为什么熔滴过渡会有上述这些不同的形式呢?这是由于作用于液体金属熔滴上的外力不同的缘故。在焊接时,采取一定的工艺措施。就可以改变熔滴上的作用力,也就使熔滴按人们所需要的过渡形式自焊条向熔池过渡。
1、熔滴的重力
任何物体都会因为本身的重力而具有下垂的倾向。平焊时,金属熔滴的重力起促进熔滴过渡作用。但是在立焊及仰焊时,熔滴的重力阻碍了熔滴向熔池过渡,成为阻碍力。
重力是自然界中最为人所熟知的力之一,在熔滴过度过程中,它促使熔滴向下运动,向焊接池移动。然而,重力的作用通常较为微弱,需要与其他力相结合以实现有效的熔滴过度。

金鲁鼎氩弧自动焊接设备
2、表面张力
液体金属象其它液体一样具有表面张力,即液体在没有外力作用时,其表面积会尽量减小,缩成圆形,对液体金属来说,表面张力使熔化金属成为球形。
在焊接过程中,表面张力有助于形成一个稳定的熔滴并保持其在焊条端部。但是,过强的表面张力会导致熔滴难以脱落,从而影响焊接过程的稳定性和焊缝质量。
但表面张力在仰焊等其它位置的焊接时,却有利于熔滴过渡,其一是熔池金属在表面张力作用下,倒悬在焊缝上而不易滴落;
其二当焊条末端熔滴与熔池金属接触时,会由于熔池表面张力的作用,而将熔滴拉入熔池。
表面张力越大焊芯末端的熔滴越大。表面张力的大小与多种因素有关,如焊条直径越大焊条末端熔滴的表面张力也越大;
液体金属温度越高,其表面张力越小,在保护气体中加入氧化性气体(Ar—O2 Ar—CO2)可以显著降低液金属的表面张力,有利于形成细颗粒熔滴向熔池过渡。
金鲁鼎氩弧自动焊接设备
3、电磁力(电磁收缩力)
在进行焊接时,我们可以把带电的焊丝及焊丝末端的液体熔滴看做是由许多载流导体组成的。根据上述的电磁效应原理,不难理解,焊丝及熔滴上同样受有四周向中心的径向收缩力,因此称之为电磁压缩力。
电磁收缩力是由焊接电流产生的磁场作用于液态金属所产生的力。当电流通过焊条时,它在熔滴周围生成一个磁场,进而对熔滴产生向内的压缩力。这种力能够促进熔滴的脱离,并且有助于控制熔滴的大小和过渡频率。
这种情况下熔滴的尺寸往往是较大的。这种大熔滴通过电弧间隙时,常使用电弧短路,产生较大的飞溅,电弧燃烧非常不稳。焊接电流较大时,电磁压缩力就比较大,
相比之下,重力所起的作用就很小,液体熔滴主要是在电磁压缩力的作用下,以较小的熔滴向熔池过渡,而且方向性较强,不论是平焊位置或仰焊位置,熔滴金属在磁场压缩力的作用下,总是沿着电弧轴线自焊丝向熔池过渡。
焊接时,一般焊条或焊丝上的电流密度都比较大,因此电磁力是焊接过程中促使熔滴过渡的一个主要作用力。在气体保护杆时,通过调节焊接电流的密度来控制熔滴尺寸,是工艺上的一个主要手段。
4、极点压力(斑点力)
在焊接电弧中的带电微粒主要是电子和正离子,由于电场的作用,电子线阳极运动,正离子向阴极运动,这些带电粒子撞击在两极的辉点上,便产生了。
在直流正接时,阻碍熔滴过渡的正离子的压力。反接时阻碍熔滴过渡的是电子的压力。由于正离子比电子的质量大,所以正离子流的压力要比电子流的压力大。
因此,反接时容易产生细颗粒过渡,而正接则不容易,这就是极点压力不同的缘故。
5、气体的吹力(等离子流力)
在手工电弧焊时,焊条药皮的熔化稍微落后于焊芯的熔化,在药皮末端形成一小段尚未熔化的“喇叭”形套管。
套管内有大量的药皮造气剂分解产生的气体以及焊芯中碳元素氧化生成的CO气体,这些气体因加热到高温,体积急剧膨胀,并顺着未熔化套管的方向,以挺直(直线的)而稳定的气流冲去,把熔滴吹到熔池中去,不论焊缝的空间位置怎样,这种气流都将有利于熔滴金属的过渡。
在高速焊接或者高规范的工业应用中,对熔滴过度作用力的控制尤为重要。例如,在自动化或机器人焊接过程中,任何微小的变化都可能引起连锁反应,导致焊接缺陷。因此,对这些作用力的深入理解不仅有助于提升焊接技术的水平,更是实现高效生产的基础。
声明
