






低、高频脉冲钨极氩弧焊有何工艺特点?
脉冲钨极氩弧焊(Pulsed Tungsten Inert Gas Welding,简称P-TIG Welding)是传统TIG焊接技术的一种变体,它通过引入电流脉冲的方式来改善和控制焊接过程。这种工艺在航空、航天以及精密制造行业中应用广泛,主要得益于其一系列独特的工艺特点。
1、低频脉冲钨极氩弧焊有何工艺特点?
低频脉冲钨极氩弧焊具有如下工艺特点。
①在脉冲电流持续期间,焊件上形成点状熔池;脉冲电流停歇期间,基值电流仅能维持电弧的稳定燃烧,输人焊件的热量显著下降,熔池金属凝固形成焊点。因此焊缝由一系列焊点组成。
②电弧稳定、挺度好。当电流较小时,一般钨极氩弧焊易飘弧,而脉冲钨极氩弧焊的电弧挺度好,稳定性好,因此这种焊接法特别适于薄板焊接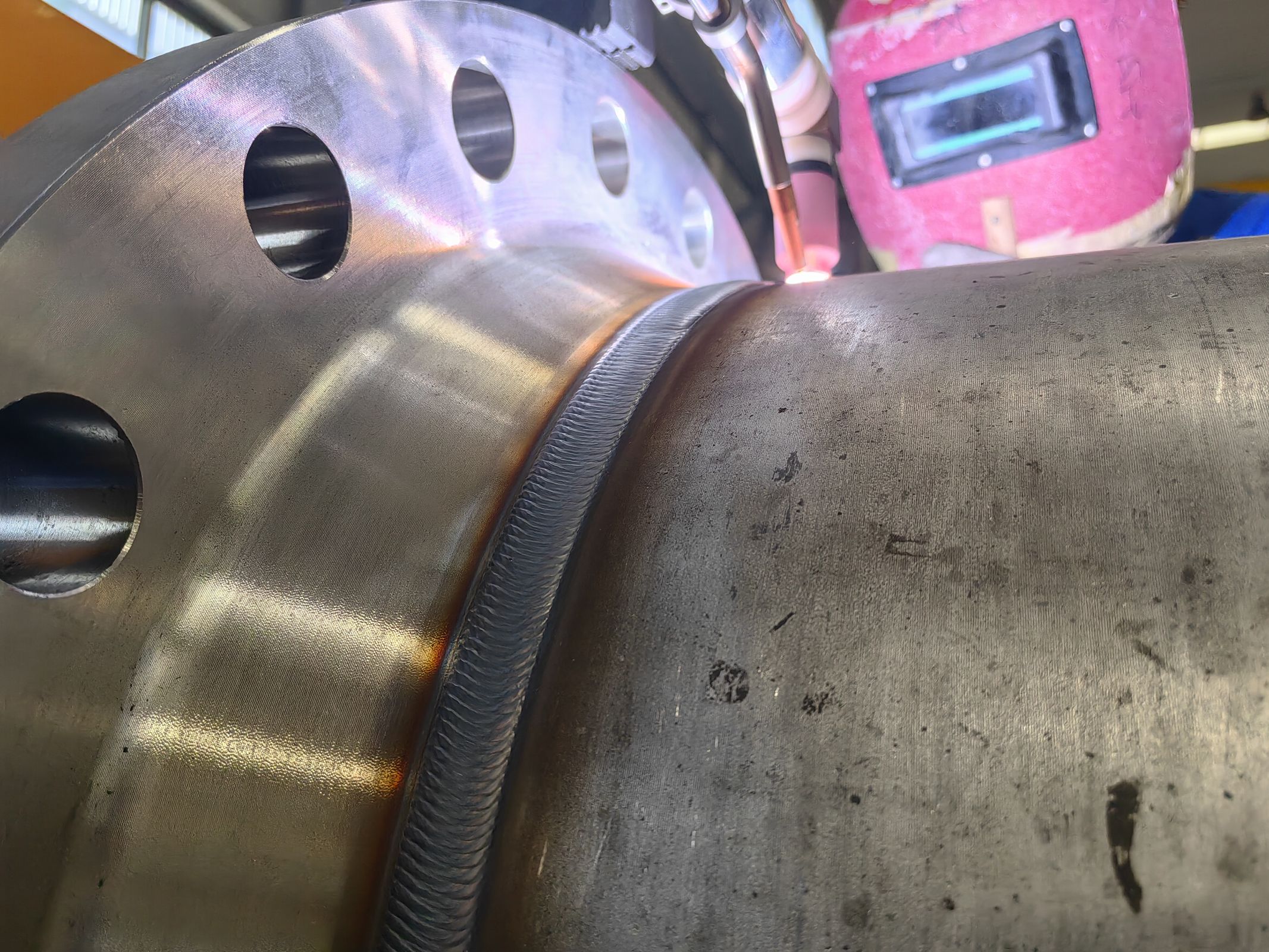
金鲁鼎管路自动焊接设备
③电弧线能量低。脉冲电弧对工件的加热集中,热效率高,因此焊透同样厚度的工件所需的平均电流比一般钨极氩弧焊低20%左右,从而减小了线能量,这有利于缩小热影响区和减小焊接变形。
④易于控制焊缝成形。焊接熔池凝固速度快,高温停留时间短,所以既能保证一定熔深,又不易产生过热、流淌或烧穿现象,有利于实现不加衬垫的单面焊双面成形及全位置焊接。
⑤焊缝质量好。脉冲钨极氩弧焊缝由焊点相互重叠而成,后续焊点的热循环对前一焊点具有热处理作用。同时,由于脉冲电流对点状熔池具有强烈的搅拌作用,且熔池的冷却速度快,高温停留时间短,因此焊缝金属组织细密,树枝状晶不明显。这些都使得焊缝性能得以改善。
2、高频脉冲钨极氩弧焊有何工艺特点?
电流的频率范围为10~ 20kHz.这种方法的工艺特点如下。
①适合于高速焊
高频脉冲电弧 的电磁收缩效应大,电弧刚性好,高速焊时可避免因阳极斑点的黏着作用而造成的焊道弯曲或不连续现象;避免咬边和背面成形不良等缺陷。因此,特别适用于薄板的高速自动焊。
②熔深大
电弧压力大,能量密度大,因此电弧熔透能力显著增大。
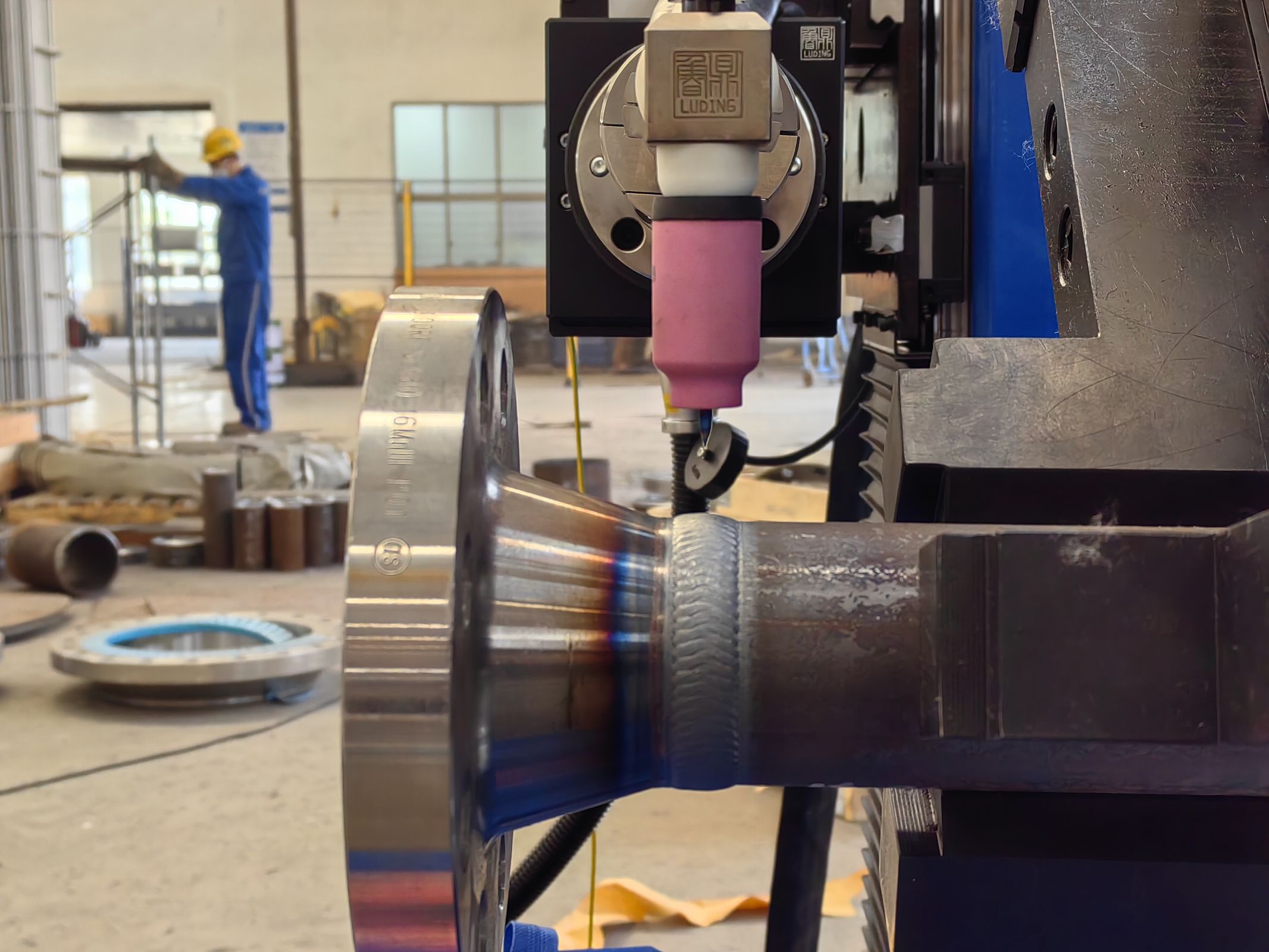
金鲁鼎管路自动焊接设备
③焊缝质量好
熔池受到超声波振动, 其流动性增加,焊的物理冶金性能得以改善,有利于焊缝质量的提高。
④适合于大坡口焊缝
直流钨极氩弧焊时,如果填充焊丝多,熔池与坡口侧面的熔合不良,焊道凸起,并偏向一侧。在焊接下一个焊道时,焊道两侧的熔化不良,易于导致熔合不良或未焊透,而高频脉冲钨极氩弧焊可很好地克服这种缺陷。
高频钨极氩弧焊的许多特性介于一般钨极氩弧焊及等离子弧焊之间,见表

金鲁鼎管路自动焊接设备
3、中频脉冲钨极氩弧焊有何工艺特点?
电流的频率范围为10~500Hz,其特点是小电流下电弧非常稳定,且电弧力不像高频钨极氩弧焊那样高,因此它是手工焊接0.5mm以下薄板的理想方法。
声明
