
波纹金属软管自动焊接成套技术
摘要:本文在分析波纹金属软管的结构及焊接技术特点的基础上,提出解决波纹金属软管网套及接头自动焊接的基本技术原则,并介绍了金鲁鼎焊接(山东)有限公司的BW70T及TPF400T两个系列的波纹金属软管自动焊接设备。
关键词:波纹金属软管,自动焊接设备,自动焊机,济南金鲁鼎焊接技术有限公司
1、概述
波纹金属软管(简称波纹管)是现代工业管路中重要的柔性管道。在各种输气、输液管路系统以及长度、温度、位置和角度补偿系统中,作为补偿元件、密封元件、连接元件以及减震元件,广泛应用于航空航天、石油化工、矿山电子、机械造船、医疗卫生、轻纺电子、能源建筑等各领域。
波纹金属软管主要由波纹管、网套和接头组成,如图1所示。内管是具有螺旋形或环形波形的薄壁不锈钢波纹管,波纹管外层的网套,由不锈钢丝或钢带按一定的参数编织而成。软管两端的接头或为法兰或为丝头,形式多样,根据应用工况不同而不同。
金属软管的最新国家规范为GB/T14525-2010《波纹金属软管通用技术条件》,于2011年10月1日起实施。
2、波纹软管自动焊接成套技术
波纹金属软管的焊接工艺过程一般包括两道工序:(1)网套、波纹管及压紧套管—金属软管本体体—的焊接;(2)金属软管本体与管接头的焊接。
|
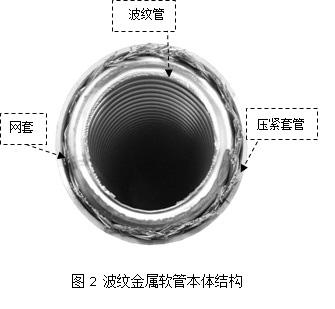
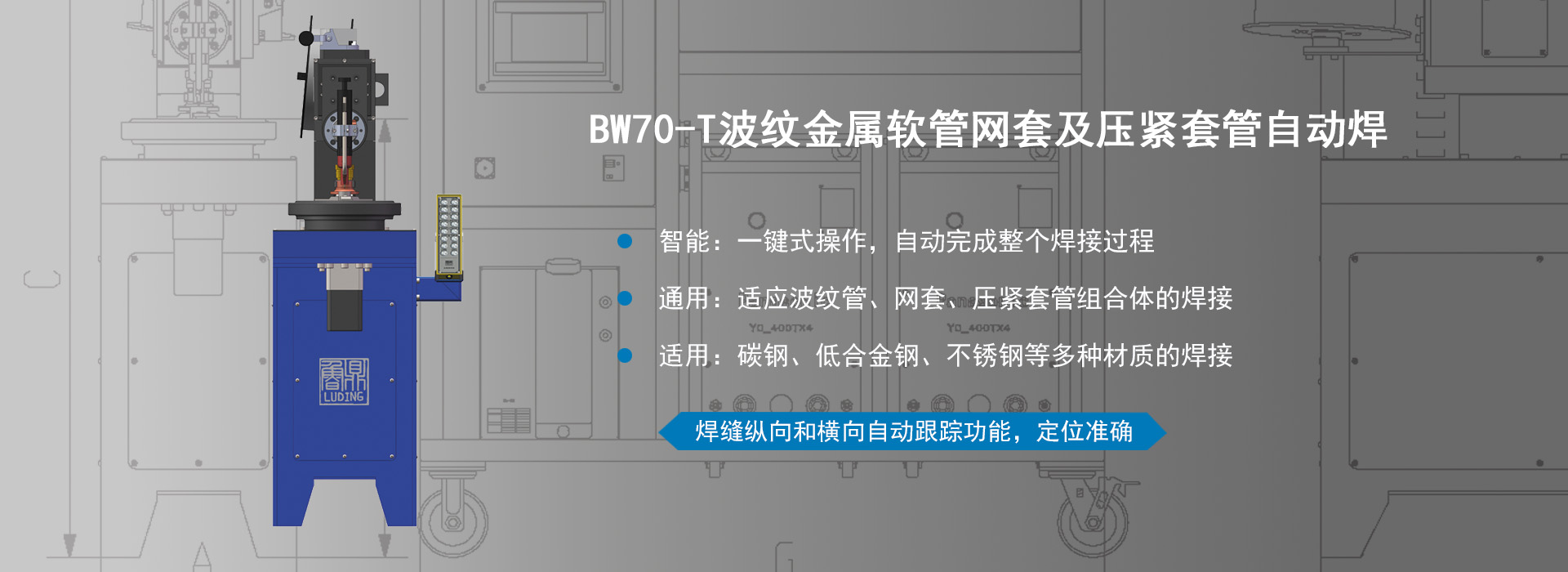
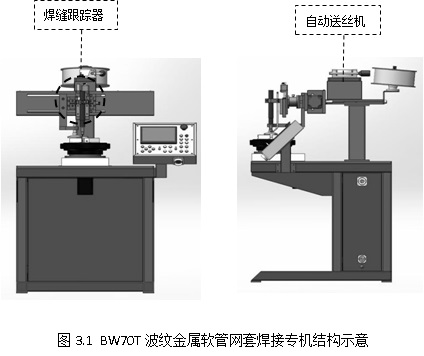
图3.1为BW70T金属软管本体自动焊接专机结构示意图,该设备具备焊缝纵向及横向自动跟踪功能,对压紧套管的不圆度及网套、波纹管端面高度跳动实时跟踪,保证了焊接过程及焊接工艺的稳定性。实践应用表明,该设备自动化程度高、焊枪定位准确,工艺调整灵活、重复性高,焊接质量稳定,如图3.2所示。

2.1.1 TPF400T金属软管接头自动焊接专机
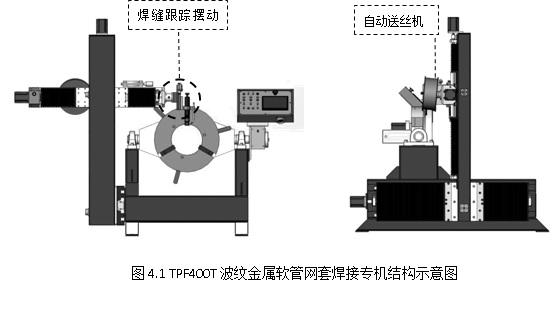
图4.1为TPF400T金属软管接头自动焊接专机,焊枪及变位机构均可实现角度灵活调整,使该设备具有广泛适应性,可完成法兰、弯头、丝头等绝大多数现有管接头的焊接。图4.2为该设备焊接应用现场。

2.2 焊接工艺要点
2.2.1金属软管本体焊接工艺要点
(1)由于金属软管本体特殊的三层结构及焊前装配的重复性较差,要求焊接工艺必须有足够的容差窗口。
(2)由于薄壁件对焊接线能量非常敏感,因此焊接工艺上要求准确控制焊接电流、焊接电压,并须与填丝量的同步匹配。
2.2.2金属软管接头焊接工艺要点一般情况下,软管接头与压紧管套厚度差别较大,而且管接头型式多样,因此,焊接工艺上应充分考虑焊接角度对焊缝成型及质量的影响。
3、 结语
3.1波纹管金属软管应用范围广、用量大,其工作温度范围可达-196℃~+420℃,压力范围一般为PN0.6―32.0Mpa,最高达42.0MPa,焊缝质量要求高。
3.2由于金属软管的特殊多层结构,为保证焊接质量,对焊前对口质量、焊接工艺、焊接设备都提出了更高要求。
3.3 BW70T网套自动焊接专机及TPF400T接头自动焊接专机及其配套焊接工艺,针对波纹金属软管焊接行业开发,自动化程度高、工艺参数控制稳定、工艺适应性强,实际应用效果良好。
自动焊 自动焊接设备 不锈钢自动焊机 罐体自动焊机 管法兰自动焊接 管管自动焊接
