
预应力管桩模具跑轮自动堆焊修复关键技术
【引言】长时间使用的预应力管桩模具跑轮表面会出现不均匀磨损,椭圆度增加,导致高速旋转时振动加剧,必须及时进行修复。目前,跑轮修复经两道工序:表面堆焊和车削加工。其中表面堆焊是整个修复工艺的基础,直接关系到修复质量和修复效率。
【关键词】预应力管桩跑轮 堆焊 自动焊 自动焊接设备 不锈钢自动焊机 罐体自动焊机 管法兰自动焊接 管管自动焊接
1. 跑轮堆焊修复焊接技术
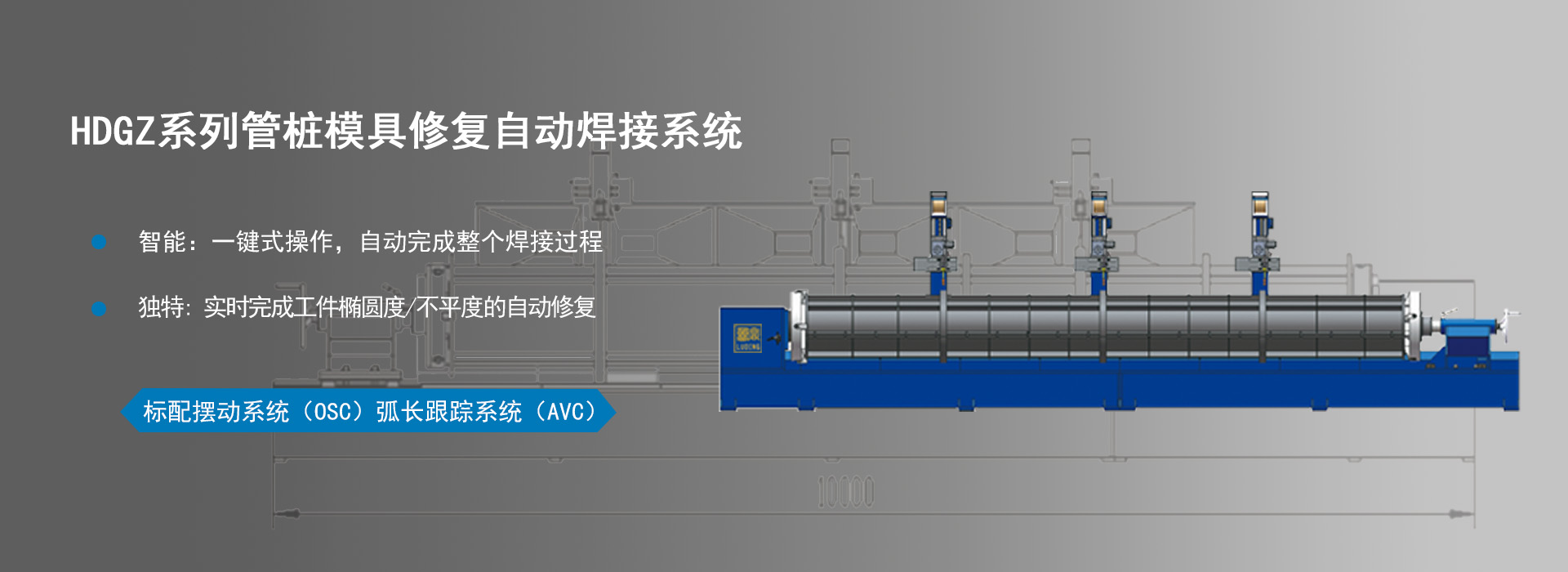
由于人工堆焊效率低、焊接质量稳定性差,所以目前跑轮修复逐渐过渡到以自动堆焊为主。为提高堆焊效率,多采用多工位MAG焊接方法,如图1所示。

自动堆焊分为堆焊层等厚度堆焊工艺和堆焊层厚度自适应工艺。等厚度堆焊工艺是指在堆焊过程中送丝速度及跑轮转速不变,在跑轮表面形成等厚度堆焊层,如图2a所示。该堆焊工艺的缺点是无法对磨损后的跑轮椭圆度进行补偿,导致

焊丝用量大、车削加工量大,修复成本提高。堆焊层厚度自适应工艺则弥补了以上不足,在堆焊过程中,设备根据磨损情况自动调整送丝速度,即磨损严重的位置送丝速度快,磨损轻的位置送丝速度慢,最后形成不等厚堆焊层。如图2b所示,图中无阴影区为无堆焊层区。
2.HDGZ7500-3预应力管桩跑轮堆焊机
HDGZ7500-3型管桩模具修复自动焊接系统由工件夹持旋转机床、三工位焊接操作平台、PLC焊接自动化控制箱、焊接摆动器、电流反馈式干伸长度动态监测器、数字式焊接电源、水冷系统等主要部分组成,如图1所示。
设备主要功能有:
2.1焊丝干伸长度动态检测技术(SDT),配合送丝速度自动调节技术(WSC),利于跑轮椭圆度自动修复
2.2混合气体保护熔滴射流过渡技术(DSTR),飞溅极小,焊接连续性,效率高
2.3保护气罩堵塞、缺丝、缺水自保功能,有效防止焊枪损坏
2.4四爪单动卡盘,方便灵活,可实现方形管模修复

3.HDGZ7500-3预应力管桩跑轮堆焊机应用
图3为HDGZ7500-3预应力管桩跑轮堆焊机在某客户现场应用图,实际应用表明,该堆焊机具有以下显著优势:
3.1 设计紧凑,占地面积小
3.2 能够适应方桩和圆桩两种管模的焊接
3.3 堆焊层厚度自适应能力显著
3.4 缺水、缺丝、焊嘴堵塞自保护功能灵敏可靠
3.5 管模修复效率是人工修复的6倍以上
